 五度妙笔
五度妙笔 企业透视镜
企业透视镜 API商城
API商城
 数据库
数据库7万根桥壳总成背后的秘密:破解盘式制动器加工瓶颈的利器

编者按
随着盘式制动器在国内汽车领域中应用逐渐成熟,相应的桥壳总成需求也越来越大。与鼓式制动器匹配的法兰不同,盘式制动器所需的托板回转直径大、加工位置多且尺寸精度要求高,现有车削刀具在加工效率上已不能满足批量生产的要求。

近年来,随着国内公路网的不断发展和完善,盘式制动器在国内汽车上的应用逐渐成熟,相应桥壳总成的需求也越来越大。由于盘式制动器所需的制动器托板回转直径大、加工位置多且尺寸精度要求高,现有的车削刀具在加工效率上已不能满足批量生产的要求,导致车削工序已成为加工瓶颈,因此需借助有限元软件使用拓扑优化策略对刀架进行轻量化设计,在保证刚度的前提下对刀架进行合理减重。借助有限元软件使用拓扑优化策略对刀架进行轻量化设计,在保证刚度的前提下,满足设备对刀具的质量限制要求,实现了制动器托板的高效车削加工。优化后的车刀可以同时完成制动器托板左、右两端面的加工,不仅能提高加工效率,而且有利于保证尺寸精度,目前已累计完成超过7万根桥壳总成的车削加工,为汽车桥壳总成的高效车削提供了一种行之有效的解决方法。

2.1 有限元模型
车刀有限元模型如图1所示,刀具模型由刀架、刀夹和刀片三部分组成,三者均为钢材,材料参数如下:弹性模量E=210000MPa,密度ρ=7850kg/m3,泊松比υ=0.295[1]。刀架和刀夹、刀夹和刀片之间的配合面采用绑定约束,限制刀架水平和竖直安装面6个方向的自由度。在左、右刀片的主切削刃区域施加大小相同的车削反力,车削反力[2]Ff的计算公式为
Ff=0.5apfnkcsinkr(1)
式中,Ff是进给力(N);ap是背吃刀量(mm);fn是进给量(mm/r);kc是特定切削力(N/mm2),制动器托板材质为35钢,查阅资料[3]得知,特定切削力kc =2300N/mm2;kr是主偏角(°)。
当ap=2.5mm,fn=0.15mm/r,kr=90°时,计算可得车削反力Ff=431.25(N)。
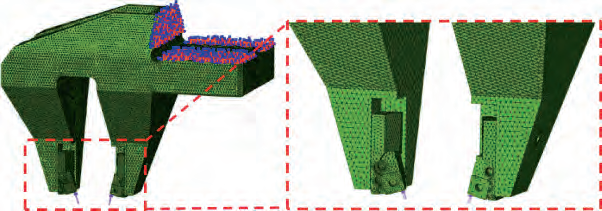
图1 车刀有限元模型
2.2 设计优化
结构拓扑优化是指结构中材料的布局优化,它能为形状/尺寸优化提供新颖、合理的初始设计。连续体结构拓扑优化理论始于20世纪80年代末[4],经过不断发展和完善,现已广泛应用于航空航天、机械制造及复合材料设计等诸多领域[5]。基于此在上述有限元模型上建立包括设计变量、目标函数和约束条件等部分的拓扑优化数学模型。在拓扑优化中,待优化区域的单元密度是设计变量,通过减小单元的质量和刚度而使其不再参与整体结构响应来将其移除。分别以刀架的最小化应变能为拓扑优化的目标函数,以优化后结构的体积与初始结构体积的比值作为优化的约束函数。定义优化任务后,仿真软件自动选择最适合的优化算法,经多次迭代得到拓扑优化的分析结果,刀架拓扑优化体积比演变过程如图2所示,应变能和体积比的变化趋势如图3所示。
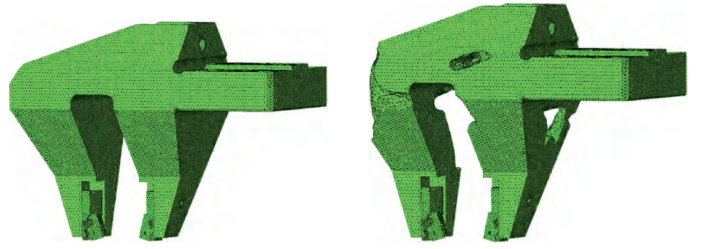
a)初始状态体积比100% b)3个设计循环后体积比70%
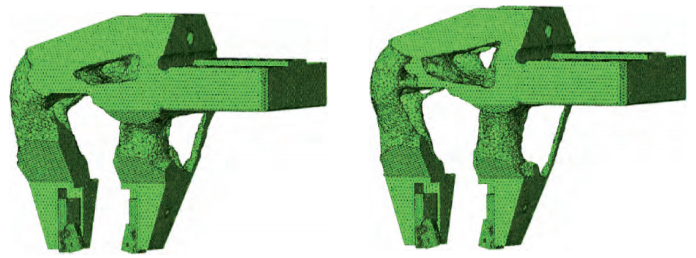
c)5个设计循环后体积比59% d)7个设计循环后体积比50%
图2 刀架拓扑优化体积比演变过程
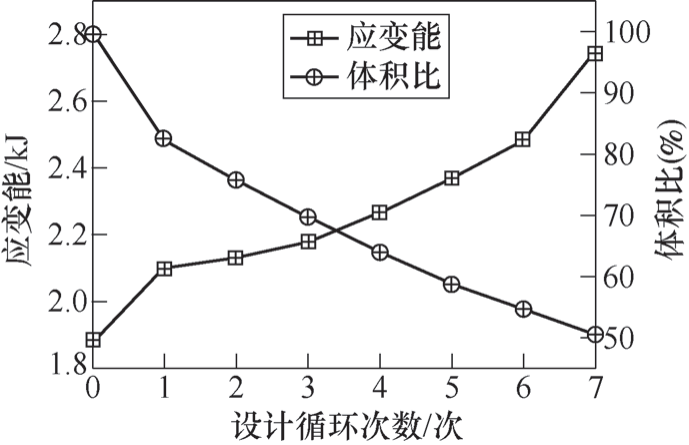
图3 应变能和体积比的变化趋势
根据拓扑优化的计算结果、刀具使用工况和刀架制造工艺性对刀架进行了轻量化设计,优化前、后的车刀模型和刀尖处位移如图4所示,使之不超出车床对刀具质量的限制。优化后的刀具质量由22kg降低至16.6kg,减重24.5%;左侧刀尖处综合位移由0.006mm增加至0.008mm,仍能满足制动器托板的加工精度要求。
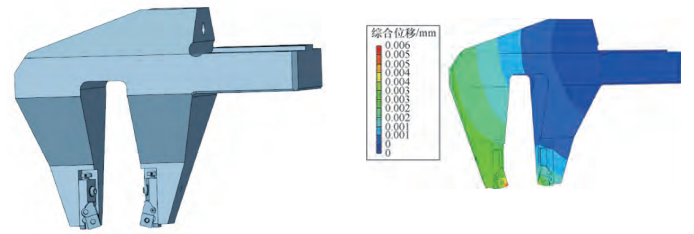
a)优化前3D模型 b)优化前位移云图
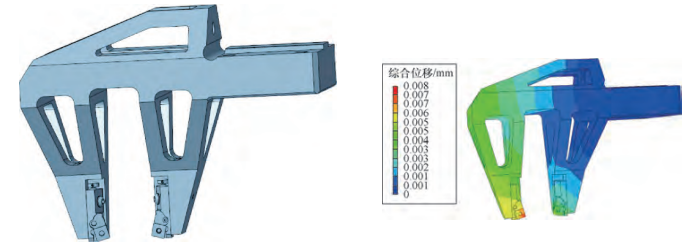
c)优化后3D模型 d)优化后位移云图
图4 优化前、后的车刀模型和刀尖处位移云图
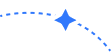

优化前后的刀具实物如图5所示,刀夹如图6所示。左、右两侧的刀尖距离根据制动器托板设计厚度确定,可通过刀夹侧面调整螺钉(图6中红色箭头标识处)对其进行微调,以保证加工尺寸精度。

a)普通车削刀具 b)高效车削刀具
图5 优化前后的刀具实物
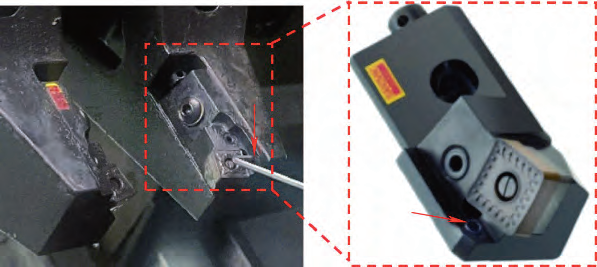
图6 刀夹
3.1 高效车削刀具与普通车削刀具的加工参数对比
制动器托板单侧留理论加工余量2mm,考虑到焊接位置不准确的问题,单侧实际留加工余量1~3mm。参数及节拍对比见表1,可以看出,高效车削刀具的吃刀量是传统车削刀具的两倍,普通车削刀具由于结构刚性差、吃刀量小,需要车削4次才能完成制动器托板的加工,而高效车削刀具只需要1次就可以完成整个加工内容。高效车削刀具的加工节拍相对普通车削刀具的加工节拍提升了67%。
表1 参数及节拍对比
3.2 高效车削刀具与普通车削刀具的加工表面平面度对比
使用千分表对制动器托板车削后端面的平面度进行检测,结果表明高效车削刀具效果明显优于普通车削刀具,制动器托板端面平面度测量方法及测量结果对比如图7所示。

a)端面平面度测量
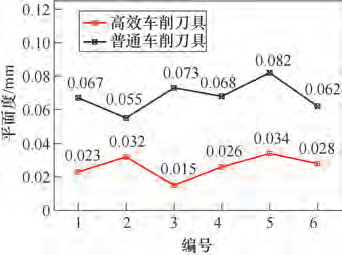
b)制动器托板端面平面度对比
图7 制动器托板端面平面度测量方法及测量结果对比
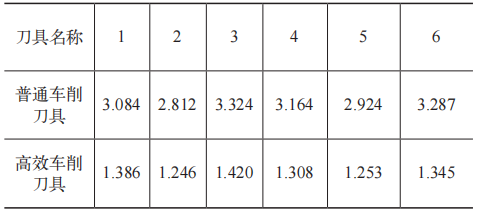
3.3 高效车削刀具与普通车削刀具的加工表面粗糙度对比
为避免车削完和退刀时刀尖破坏已加工面,车削完成后先命令工件逐渐停止旋转,再通过车床主轴的定向功能使制动器托板转动至初始装夹位置以避开刀架,最后沿径向退刀来确保已加工面的表面粗糙度合格。制动器托板端面表面粗糙度测量如图8所示,用该测量方法对制动器托板端面的表面粗糙度值进行测量,结果表明:高效车削刀具车削的表面质量明显优于普通车削刀具,制动器托板端面的表面粗糙度部分数据对比见表2。

图8 制动器托板端面表面粗糙度测量
表2 制动器托板端面的表面粗糙度值部分数据对比(μm)

针对盘式制动器所需的制动器托板结构特点,借助有限元软件使用拓扑优化策略对刀架进行轻量化设计,在保证刚度的前提下,满足设备对刀具的质量限制,实现了制动器托板的高效车削加工,使车削效率提升67%的同时,车削端面的平面度和表面质量得到了明显提升。
参考文献:
[1] 成大先. 机械设计手册[M]. 6版. 北京:化学工业出版社,2016.
[2] 山特维克可乐满. 金属切削技术指南[Z]. 2011.
[3] 陆剑中, 孙家宁. 金属切削原理与刀具[M]. 5版. 北京:机械工业出版社,2011.
[4] BENDSOE M P,KIKUCHI N. Generating optimal topologies in structural design using a homogenization method [J]. Computer Methods in Applied Mechanics and Engineering,1988,71(1):197-224.
[5] BENDSOE MP,SIGMUND O. Topology Optimization:Theory,Methods and Applications [M]. Berlin:Springer,2003.
本文发表于《金属加工(冷加工)》2026年第1期79~82页,作者:陕西汉德车桥有限公司 姜盼,张兴军,白明涛,李少博,王飞龙,原标题:《高效车削刀具在汽车桥壳总成加工中的应用》。

金属加工杂志社精心打造的金属加工知识服务平台微信小程序来啦!找资料、解难题、发布供需信息…...金属加工小程序全搞定!

-End-
☞来源:金属加工 ☞责任编辑:王倩 ☞校对:勾鑫彤 ☞审核人:韩景春 ☞媒体合作: 010-88379790-801

投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





