 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库法兰螺栓怎么拧,才正确


21715篇文章

编者按
在设备及管道的安装与维保作业中,法兰螺栓的紧固看似是基础操作,实则是保障设备密封性能、避免泄漏事故的关键环节。拧得太松易造成介质渗漏,拧得太紧又可能导致螺栓断裂、垫片失弹,尤其是高温高压、易燃易爆的重要设备,一丝一毫的操作偏差都可能引发安全隐患。那么法兰螺栓究竟该怎么拧才规范?不同场景下该选用哪种工具?升温过程中又该如何做好热紧把控?今天这篇干货就为大家详细梳理法兰螺栓紧固的全套标准操作要求,从前期检查到工具使用,再到热紧规范,一次性讲清、讲透。
设备及管道法兰安装过程的紧固技术要求
(1)法兰紧固件的检查
垫片检查:安装时必须使用全新、洁净、干燥的垫片,仔细检查是否存在破损、缺陷等问题,旧垫片严禁重复使用;安装前需核对垫片规格、压力等级,确保与法兰标识信息完全一致。
法兰检查:安装前检查法兰密封面是否存在划痕、刻痕、泥沙附着、腐蚀、毛刺等损伤;若径向贯穿法兰密封面水纹线的凹痕、划痕深度超过 0.2mm,且覆盖范围超过垫片密封面宽度的一半,法兰必须予以更换或对密封面重新加工修复。法兰背面螺母支撑面应保持平整、平行;法兰对中检查需严格按照《SH3501-2011石油化工剧毒、可燃介质管道工程施工及验收规范》中6.2管道安装相关要求执行。
螺栓和螺母检查:严格按照设备及管道设计要求,核对螺栓、螺母型号规格,确保选用正确;螺纹及接触面不得残留污垢、铁锈、重皮、刻痕、毛刺、碎屑等影响紧固扭矩的杂质。
严禁通过焊接或机加工方式对螺栓进行修补;法兰紧固完成后,螺母外侧至少外露2圈完整螺纹。螺栓、螺母使用前必须进行润滑处理,以降低紧固摩擦系数,提升抗滑丝、抗腐蚀性能。
螺柱螺纹、螺母螺纹及接触面在涂抹润滑油前,需先完成脱脂、干燥处理。对螺栓螺纹、螺母螺纹、螺母承载面、垫圈及法兰螺母支撑面,应统一规范涂抹润滑油,根据工况需求可选用高温抗咬合剂。
不允许用焊接或机加工方法修补螺栓;在法兰安装紧固完后,至少有两个螺纹露在螺母外面。螺栓和螺母使用前必须进行润滑处理,使螺栓紧固时有低的摩擦系数以及提高螺栓螺母的抗滑丝、抗腐蚀性能;螺柱螺纹、螺母螺纹和接触面在使用涂润滑油前必须脱脂和干燥。
(2)法兰紧固的方法
无力矩梅花扳手或捶击扳手:适用于常规设备及普通管道法兰紧固,需根据螺栓规格及法兰压力等级合理选用工具,紧固要求如下:
1)维保单位制定紧固方案,对法兰按对称紧固,进行紧固顺序编号,参考图1、图2编号。
2) 在1、2、3 、4的位置用4个螺栓为垫片进行定位,确保缠绕垫片中心在突缘边沿以内。
3)用手紧固定位螺栓,接着插入其它螺柱螺栓并手紧使其载荷平衡,确保螺母两端每端至少露出2个螺纹在外。
4)根据现场设备及法兰,按紧固一圈为一次计算,合理制定紧固次数(至少3次)和每次紧固的捶击载荷(力度),紧固捶击载荷(力度)按从小到大依次紧固(如50%、80%和100%递增),不可加载载荷过快过大,防止垫片密封失效。
5)无力矩梅花扳手或捶击扳手每次紧固的顺序:
紧固径向相对的两个螺栓至螺栓既定锤击载荷(力度);
紧固与前次两螺栓沿圆周相距约90度的另一对螺栓;
继续紧固直到其余所有螺栓皆紧固至既定锤击载荷。
6 )最后按100%锤击载荷(力度)将所有螺栓按顺时针或逆时针方向依次紧固一遍。

图1
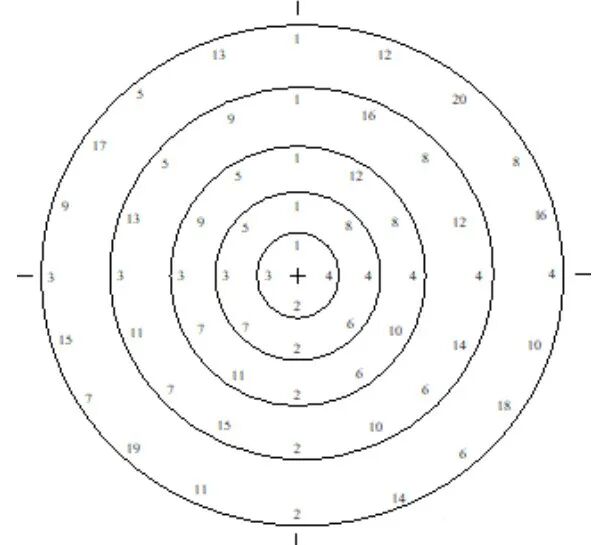
图2
扭矩扳手:适用高温高压、易燃易爆等重要设备及管道法兰。紧固要求如下:
1)维保单位需制定紧固方案,制定合适扭矩,并根据螺栓强度、垫片的初始密封比压和工作密封比压、介质压力等参数进行设计复核,防止螺栓断裂和垫片因压紧力过大而失去弹性导致密封失效。
2)对法兰按对称紧固,进行紧固顺序编号,参考图1、图2编号。
3)在1、2、3、4的位置用4个螺栓为垫片进行定位,确保缠绕垫片中心在突缘边沿以内。
4)用手紧固定位螺栓,接着插入其它螺柱螺栓并手紧使其载荷平衡,确保螺母两端每端至少露出2个螺纹在外。
5)根据现场设备及法兰,按紧固一圈为一次计算,合理制定紧固次数(至少3次)和每次紧固扭矩,紧固扭矩按从小到大依次紧固(如50%、80% 、100%递增),不可加载载荷过快过大,防止垫片密封失效。
6)扭矩扳手每次紧固的顺序:
紧固径向相对的两个螺栓至螺栓既定扭矩;
紧固与前次两螺栓沿圆周相距约90度的另一对螺栓;
继续紧固直到其余所有螺栓皆紧固至既定扭矩。
7)最后按100%扭矩值将所有螺栓按顺时针或逆时针方向依次紧固一遍。
8)记录扭矩值,为以后检修作参考。
螺栓拉伸器:适用高温高压、易燃易爆等重要设备及管道法兰。紧固要求如下:
1)维保单位制定紧固方案,制定合适拉伸力,并根据螺栓强度、垫片的初始密封比压和工作密封比压、介质压力等参数进行设计复核,防止螺栓断裂和垫片因压紧力过大而失去弹性导致密封失效。
2)螺栓拉伸器单个(分步)拉伸紧固螺栓时,按螺栓紧固均匀性原则,参考扭矩扳手紧固顺序拉伸紧固。
3)螺栓拉伸器拉伸紧固过程,合理制定拉伸紧固次数,加压从小到大依次加压(如50%、80%、100% ),均匀加压,每提高一定的压力,要稳压后再提高,以避免过大的冲击拉力,影响螺栓的预紧效果。
4)记录加压值,为以后检修作参考。
开工期间设备及管道升温的热紧要求
(1)按表1温度进行热态紧固
表1 设备及管道热态、冷态紧固温度 单位:℃
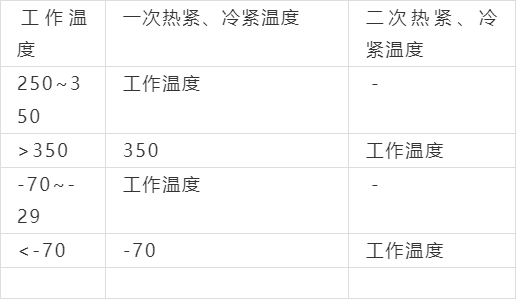
注:工作温度在-29℃~250℃间的可不进行热紧、冷紧。
(2)热态紧固或冷态紧固应在设备、管道温度稳定后进行,使用防爆工具,紧固期间不能进行升温、升压等操作。
( 3 )紧固时,建议从法兰间隙最大处开始,对称紧固。如有泄漏,则先进行紧漏。
( 4 )开工期间设备及管道升温过程,需进行紧固质量检查,使用扭矩扳手按100%扭矩值或使用防爆锤击工具对螺母按紧固方向进行锤击检查是否松动。

金属加工杂志社精心打造的金属加工知识服务平台微信小程序来啦!找资料、解难题、发布供需信息…...金属加工小程序全搞定!

-End-
☞来源:沐风机械 ☞编辑:高晨旭 ☞校对:王佳慧 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!






