 五度妙笔
五度妙笔 企业透视镜
企业透视镜 API商城
API商城
 数据库
数据库搞机加的都懂:龙门铣精度不稳,心比刀还累!这份改造方案请收好
编者按
龙门铣床加工精度不稳,问题到底出在哪里?很多时候,不是程序不够优化,也不是刀具不够锋利,而是机床的“筋骨”没跟上——主轴系统和导轨系统的刚性不足。本文针对这两个核心部位,做了一套刚性改造方案:优化主轴支撑结构、改进导轨设计、强化整体刚性。通过数值仿真验证,这套方案在抑制振动、提升动态响应方面效果明显。如果你也遇到过类似困扰,一起接着往下看或许能从中找到一些解决思路。
随着现代制造业的快速发展,尤其是高精度零部件的加工需求持续增长,传统龙门铣床的精度水平已难以满足高精度加工的要求。在高速切削、高精加工领域,龙门铣床的结构刚性与运行稳定性直接决定了加工精度和生产效率。龙门铣床的精度缺陷主要源于机械部件的刚性不足,核心体现在主轴系统与导轨系统两方面:主轴系统刚性不足易导致切削过程中的振动与热变形,进而影响加工精度;导轨系统刚性不足则可能引发运动误差,降低加工位置精度。
在现代制造技术的快速发展背景下,龙门铣床作为关键的加工设备,其核心部件——主轴系统,需要满足越来越高的精度和稳定性要求。主轴的刚性直接与切削过程中的稳定性和加工精度息息相关。然而传统的龙门铣床主轴常常采用刚性较低的结构,导致在切削过程中容易出现振动,从而影响加工精度。因此,提升主轴系统的刚性成为提高整体加工精度的关键措施[1]。
2.1 主轴支撑系统优化
传统主轴支撑系统多采用简单轴承支撑形式(如滚珠轴承、滚柱轴承),在高速切削工况下,受横向切削力影响,易出现轴承移位及振动加剧问题。研究数据显示,普通滚珠轴承的刚度约为500N/μm,而高精度陶瓷轴承或双列角接触球轴承的刚度可高达800N/μm,能使振动幅度降低约20%,且此类新型轴承在高速负荷条件下可保持良好的尺寸稳定性与耐高温高压性能。
通过优化主轴支撑点位置与间距,可进一步提升系统刚性。例如,将传统两点支撑布局调整为三点支撑,并合理优化支撑间距,可使支撑刚性提升约15%。该多点支撑设计通过增大支撑反作用力矩,显著增强了系统整体刚性。通过建立轴承布局参数的数学模型,可进一步优化设计效果,支撑刚度计算公式为
R=k (n/d) 1/2 (1)
式中,R是支撑刚度(N/μm);k是材料弹性常数;n是支撑点数;d是支撑间距(μm)。
2.2 主轴材料改进
主轴材料的选择对提升主轴刚性至关重要。普通钢材的弹性模量约为210GPa,在高速旋转工况下易产生微小形变,难以满足高精度加工需求[2]。相比之下,高刚性合金材料(如β钛合金)的弹性模量虽为115GPa,但其比强度达到普通钢材的3倍;碳纤维复合材料(CFRP)则凭借低密度(约为1.6g/cm3)和高抗拉强度(约3500MPa),成为高稳定性主轴设计的理想材料。
通过热处理技术(如淬火、回火、表面氮化处理),可在材料表面形成高硬度层(硬度接近1000HV),大幅提升材料强度与硬度,改善主轴抗弯能力。不同主轴材料的力学性能对比见表1。
表1 不同主轴材料的力学性能对比
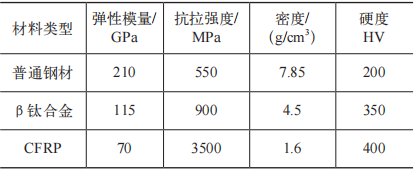
高刚性材料与先进加工技术的结合,显著提升了主轴抗变形能力。与传统钢制主轴相比,采用钛合金或 CFRP 材料的主轴在高速切削下的形变量可降低50%。主轴材料对整体刚性的提升效果可通过式(2)描述
ΔE=Enew-Eold (2)
式中,ΔE是刚度提升的增量(GPa);Enew是新材料的弹性模量(GPa);Eold是旧材料的弹性模量(GPa)。
通过主轴支撑系统优化与材料改进的双重措施,结合轴承布局优化与新型材料应用,有效提升了主轴刚性与抗振能力。这种多层次技术革新使龙门铣床在应对复杂加工任务时,能够更高效、精准地完成生产工艺,为现代化高精加工提供坚实基础。
导轨系统是龙门铣床的核心运动部件,其刚性直接决定了机床的动态性能与加工精度。传统导轨设计存在刚性不足、摩擦力过大等问题,易导致机床运动精度波动,严重影响加工稳定性与精确度[3]。
3.1 导轨结构优化
导轨结构优化主要体现在几何形状设计与接触面积调整两方面。通过调整导轨的几何形状,如将平行导轨设计改为斜角或曲面设计,可有效增加导轨接触面积,显著提高承载能力并减少变形。实测数据显示,标准平行导轨的变形率约为0.05%,而曲面导轨的变形率可降至0.02%,大幅增强了系统稳定性。
此外,改进滚动接触方式,采用精密滚针或滚珠滚动副,可有效降低摩擦系数,提升导轨运动平稳性与加工精度。研究表明,滚针导轨的摩擦系数约为0.008,而传统滑动导轨的摩擦系数高达0.03,通过采用高精密滚动元件,可显著减少摩擦阻力,改善导轨系统动态响应性能。
导轨摩擦力的计算如下
Ff=μFn (3)
式中,Ff是摩擦力(N);μ是摩擦系数;Fn是正压力(N),即导轨承受的垂直力。
通过降低摩擦系数μ,可以直接减少摩擦力,从而提升系统的刚性。
3.2 导轨材料与表面处理
在材料选择和表面处理方面,高刚性、高耐磨的材料对于提升导轨的性能同样重要。使用高硬度的合金钢或复合材料,并进行专门的表面涂层处理,可以极大增加导轨的耐磨损能力及稳定性。例如,采用高硬度合金钢后,导轨的承载能力提高了约25%,耐磨寿命延长了一倍,并且表面涂层技术可以进一步减少磨损。采用这些材料,导轨的静态刚度可以达到350kN/mm,而传统材料的静态刚度约为250kN/mm,刚性提高显著提升了龙门铣床长时间加工过程中的尺寸稳定性和精度维持能力。
3.3 热处理与减振设计
热处理和减振设计同样在导轨刚性改造中占据重要地位。对导轨进行精确的热处理操作能够有效消除材料内部的残余应力,提高整体结构的刚性。这可以通过数据测试验证:经过热处理,材料的内应力减少了约35%,从而保证了使用过程中材料的性能稳定性[4]。
减振设计通过吸收振动、缓冲高频扰动,进一步提升加工稳定性。在导轨与载体模块之间引入黏弹性材料、隔振元件等减振元素,可显著降低运行过程中的振动频率。试验数据显示,加入减振材料后,导轨振动幅度减少约40%,加工振动噪声降低50%以上,尤其在高速切削过程中,能够有效保证工件表面质量与尺寸精度。
通过对主轴系统与导轨系统的全面刚性改造,龙门铣床的整体性能得到显著提升。在主轴系统方面,刚性提升能够更有效地抵消切削力带来的冲击,动力学刚性优化显著抑制了振动。通过采用高强度合金材料与结构参数优化,主轴系统刚性提升幅度达30%;改良后的轴承系统经试验证,表现出更优异的稳定性与低振动特性,主轴振动幅度从未改造前的0.08mm减小至0.03mm,动态响应稳定性大幅提升。
在导轨系统方面,刚性提升不仅提高了导轨承载能力,而且有效保障了运动稳定性与加工精度。通过几何设计优化与摩擦副改进,导轨系统在动摩擦工况下的精度保持性显著提高。数据显示,与传统设计相比,改造后导轨的变形量减少20%,加工精度从0.10mm提升至0.06mm;数值仿真结果表明,在高载荷、高速运行条件下,改造后导轨系统的稳定性提升35%,在复杂加工任务中优势尤为突出[5]。
综合各项改造措施,经数值仿真与应用试验验证,机床在动态响应、加工精度与运行稳定性方面均实现显著提升。数值仿真技术提供的数据支持了这一结论:动态响应时间缩短15%,加工精度误差控制在0.05mm以内,长期运行稳定性提升超过40%,使龙门铣床在高精度、复杂部件加工任务中具备更强的适应性。
具体而言,设想一个典型的生产场景:在对金属部件进行精密加工时,动力学模拟显示,经过刚性优化的主轴和导轨协调工作,可以将切削过程中因振动而紊乱的力传递减少50%。
在典型金属部件精密加工场景中,动力学模拟显示,经刚性优化的主轴与导轨系统协同工作,可使切削过程中因振动导致的力传递紊乱程度降低50%。综合改造前后的各项性能对比见表2。
表2 综合改造前后各项性能对比
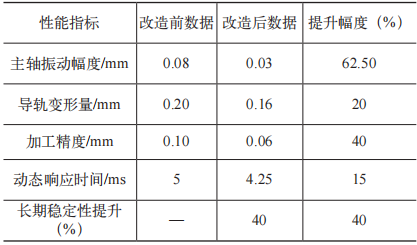
表2清晰地展示了改造前后的各项性能指标的明显差异,这些数据不仅体现了主轴和导轨刚性增强的实际效应,而为进一步的工艺参数优化提供了数据支持。主轴与导轨系统的动态平衡关系可通过牛顿-欧拉法则描述,其动态方程为
Mx″+Cx′+Kx=F(t) (4)
式中,M是质量矩阵;x是系统变形和振动幅值;C是阻尼系数矩阵;K是刚度系数矩阵;F(t)是外力函数。
通过提升刚度系数矩阵K值,即提高系统刚度,可以显著降低系统变形和振动幅值x,进而提升整体加工效果。
主轴与导轨系统的综合刚性改造使龙门铣床在动态性能、加工精度及运行稳定性上实现全方位提升。结合理论模型与试验数据,改造后的设备在应对高精度、高负荷加工任务时,能够以更可靠、更高效的方式运行。
龙门铣床作为制造业高精度加工的关键设备,其精度提升对提高生产效率与产品质量具有重要意义。本文针对传统龙门铣床精度受限的核心因素,揭示了机械部件刚性强化对加工性能提升的关键作用。通过对主轴系统与导轨系统的针对性刚性改造,提出了具体的技术优化方案:主轴支撑系统优化与材料改进显著提高了切削过程中的刚性与稳定性,减少了振动与变形影响;导轨系统通过结构优化、材料更新与减振设计,其抗变形能力与加工精度得到明显改善。数值仿真与理论分析均表明,该刚性改造策略在提升机床动态响应性能与运行稳定性方面成效显著。
参考文献:
[1] 王嘉伟. 西门子828D数控系统对6M601龙门铣床电气数控化升级改造研发与应用[J]. 现代工业经济和信息化,2024,14(5):82-84.
[2] 李峰. 大型五轴数控龙门铣床的维修与保养[J]. 上海化工,2021,46(6):34-36.
[3] 王琨,赵知辛,薛旭东. 龙门铣床横梁结构的轻量化设计[J]. 装备机械,2020(2):27-33.
[4] 许玲萍,徐维玲,孙盛岩. 龙门铣床加工大导程螺旋槽的工装设计及应用[J]. 现代机械,2019(3):16-19.
[5] 张宇. 高速铁路道岔数控龙门铣床结构优化设计研究[D]. 长春:长春工业大学,2019.
本文发表于《金属加工(冷加工)》2026年第2期98~100页,作者:哈尔滨电机厂有限责任公司 仲柏旭,原标题:《龙门铣床机械部件刚性改造》。
-End-
☞来源:金属加工
☞编辑:曹胜玉 ☞校对:赵宇龙 ☞审核人:韩景春 ☞媒体合作: 010-88379790-801





