 五度妙笔
五度妙笔 企业透视镜
企业透视镜 API商城
API商城
 数据库
数据库曾经的"神兵利器"——群钻,靠"土办法"啃下了最硬的骨头
 ☞ 这是金属加工(mw1950pub)发布的第21815篇文章
☞ 这是金属加工(mw1950pub)发布的第21815篇文章

编者按
你可能没听说过"群钻",但在半个多世纪前,它曾是中国制造业的"神兵利器"。这种由普通麻花钻改良而来的特殊钻头,曾让无数老师傅引以为傲——不用昂贵进口刀具,仅凭一把砂轮和一双巧手,就能在坚硬钢材上钻出精度惊人的孔。
然而今天,当数控机床和进口合金钻头成为车间标配,这项"工匠精神"的结晶正悄然淡出人们的视野。本文立足当下制造语境,重新梳理群钻在刀具材质、结构设计、刃磨工艺与实际应用中的现代化升级路径。研究发现,在难加工材料与特种结构件加工中,群钻依然有着不可替代的实用价值;而它 “以问题为导向进行几何优化” 的核心思路,更为智能制造时代的现场技术创新,提供了极具参考意义的启示。
1
序言
2
群钻四大维度的技术跃迁
2.1 群钻材质的现代化升级
群钻材质从高速钢向硬质合金转型过程中,由于硬质合金的韧性低于高速钢,传统群钻的几何结构已不能适应。为克服这一瓶颈,研究人员围绕钻头几何形态开展系统性适应性重构,成功适应了群钻在硬质合金基体上的工程化应用。
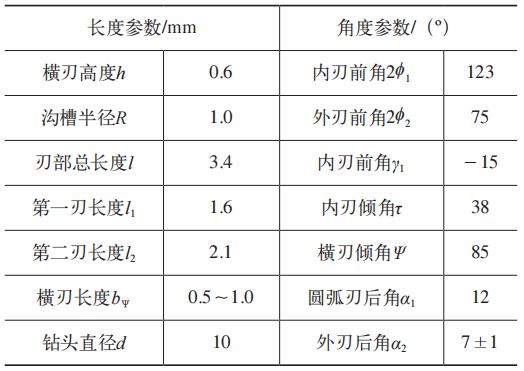
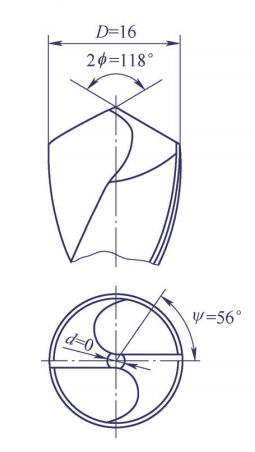
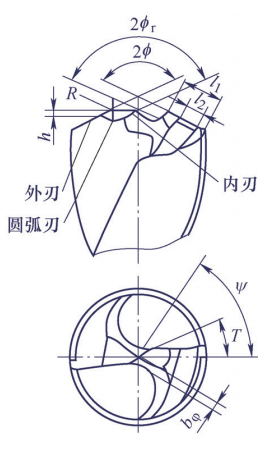
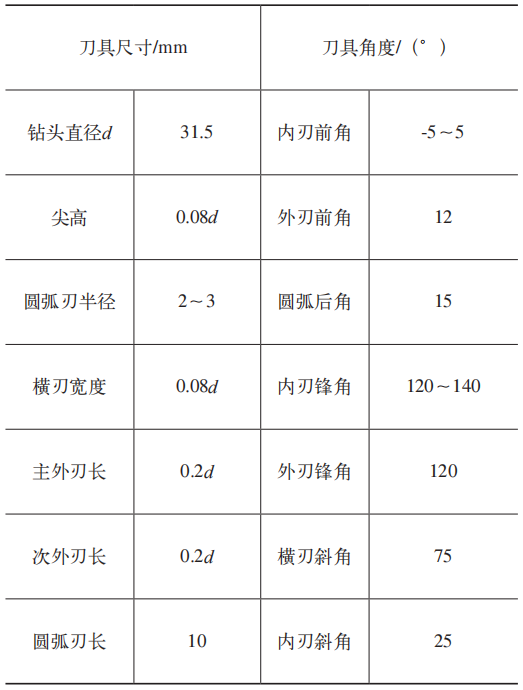
PANG等[1]针对硬质合金群钻直接采用高速钢的钻尖几何结构易发生刃口崩裂的问题,提出系统性几何重构方案。其创新在于:将内刃前角由-10°减小至-15°以增强刃口强度,同时缩短横刃长度至0.5~1.0mm,并增大横刃倾角至85°,以降低轴向力并提升定心稳定性(见图1和表1),钻削力降低10%~20%,刀具寿命显著延长,单位时间钻孔数提高2~3倍,孔圆度与表面粗糙度均提升一级。该研究首次完整验证了硬质合金多面群钻在超高强度钢干式钻削中的工程可行性,为后续难加工材料专用群钻开发奠定了结构范式。
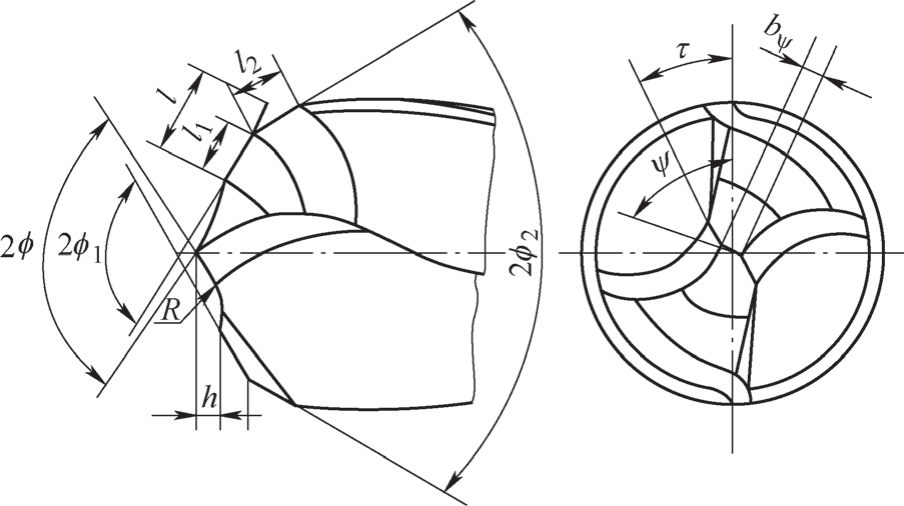
图1 整体硬质合金群钻刃部结构
表1 整体硬质合金群钻主要参数
陈桂平[2]针对硬质合金群钻在尖角处(如外缘转点、月牙槽交点)易发生崩刃的问题,提出采用圆弧刃过渡替代传统尖角的设计思想,以消除峰角、提高刃口强度。通过钻削45钢的对比试验发现:新型硬质合金群钻(如外刃顶角110°、外缘圆弧刃半径2.7mm和过渡圆弧刃半径2.0mm)未出现明显崩刃,而普通硬质合金群钻在加工第84孔后即在外缘转点处发生崩刃;同时,新型群钻的孔径扩张量(0.02mm)仅为硬质合金双平面钻头(0.08mm)的1/4,定心性显著改善。通过试验还确定了3个关键优化参数:外缘圆弧刃半径2.7 mm、过渡圆弧刃半径2mm、外刃顶角110°。该工作为硬质合金群钻的数控精确刃磨与防崩刃设计提供了理论基础和实践验证。改进后的硬质合金钻头如图2所示。

a)硬质合金双平面钻头

b)新型硬质合金群钻
c)普通硬质合金群钻
图2 改进后的硬质合金钻头
温松明等[3]针对涂层技术提升传统高速钢群钻耐磨性的问题,开展了TiN涂层高速钢群钻的寿命对比试验。结果表明:TiN涂层群钻的平均钻孔数达548.4个,而无涂层群钻仅为52.7个,寿命提升约10倍。研究指出,TiN涂层的高硬度、高温稳定性和化学惰性有效保护了刃带,显著抑制了摩擦磨损与粘结磨损;相比之下,无涂层钻头因刃带快速磨损形成犁沟,导致早期贯穿失效。该工作验证了TiN涂层在群钻上显著的增寿效果,为涂层刀具在难加工材料钻削中的应用提供了试验依据。无涂层与TiN涂层的群钻磨损曲线对比如图3所示。
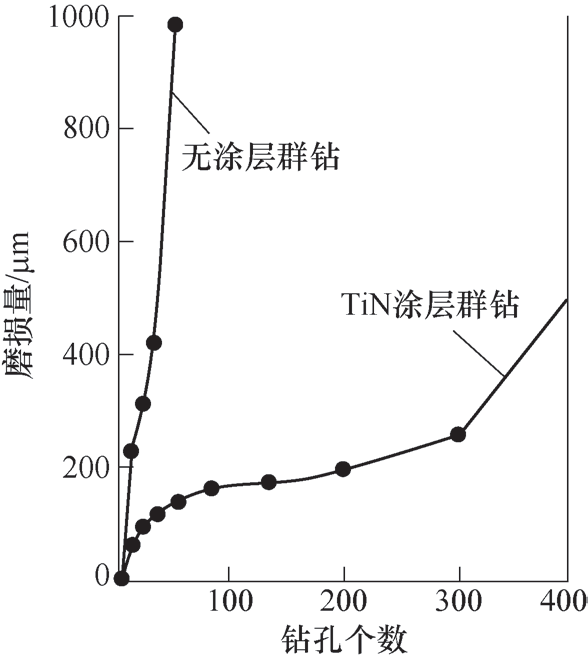
图3 无涂层与TiN涂层的群钻磨损曲线对对比
2.2 群钻设计方法的智能化跃迁
群钻的设计方法经历了从依赖经验公式到参数化建模、仿真与CAM集成的重大转变。这种数字化跃迁不仅显著提升了设计效率,而且增强了群钻在实际应用中的性能稳定性。通过系统化的几何参数解析、三维可视化以及自动化刃磨工艺建模,现代群钻设计实现了从概念到生产的无缝衔接。
孙东明等[4]针对传统数学方法在求解群钻几何角度时过于繁琐的问题,提出利用虚拟产品设计技术直接获取角度的新途径。研究基于麻花钻标准参数及群钻尖高、圆弧半径、外/内刃锋角等修磨参数,构建了群钻的三维数字模型;随后通过虚拟剖切功能,自动生成基面投影图、主剖面图及圆柱剖面图,在其中直接测量外刃、圆弧刃和内刃上任意点的前角、后角等关键角度。该方法将复杂的解析计算转化为建模与测量操作,是群钻设计从数学公式迈向虚拟建模的关键一步。麻花钻与群钻的虚拟产品设计如图4所示。
a)标准麻花钻
b)群钻
图4 麻花钻与群钻的虚拟产品设计
江利进[5]用OpenGL实现了麻花钻及基本型群钻的三维几何仿真,标志着设计表征从二维图样向三维数字模型的关键跃迁(见图5)。该研究基于严格的数学模型(包括螺旋槽端截面方程与钻尖四元超越函数),通过参数化建模精确复现了群钻的复杂空间结构(如内刃、圆弧刃及横刃)。尤为关键的是,系统不仅能展示静态几何形态,还进一步对切削刃上各点的主前角、主后角和主偏角等关键几何角度进行仿真计算,并生成角度沿刃长分布的曲线,直观揭示了群钻“三尖七刃”结构下角度的空间变化规律。该工作虽未涉及力学仿真或制造集成,但其构建的高保真三维几何模型与角度分析能力,为后续数字化设计、虚拟验证及专用仿真软件开发奠定了重要基础,是群钻设计从经验修磨迈向参数化、可视化数字工程的重要一步。
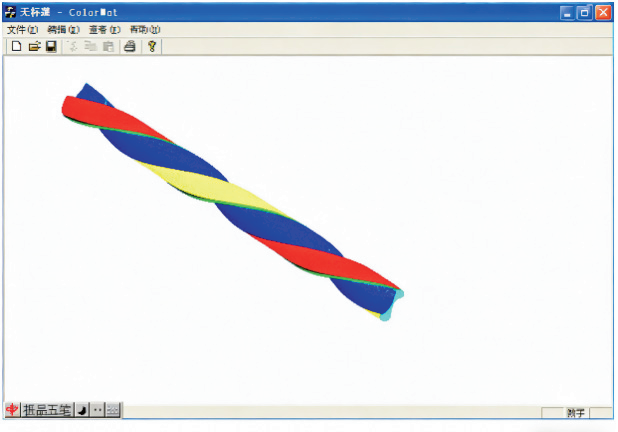
a)群钻螺旋槽模型
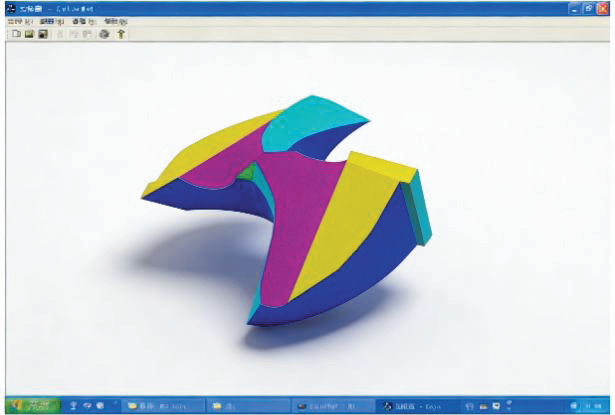
b)群钻钻尖模型
图5 OpenGL生成的基本型群钻三维模型
这些研究成果共同展示了群钻设计方法从经验公式向数字化转型的全过程。通过参数化建模、仿真与CAM集成,大幅提升了设计效率与生产灵活性。这种数字化跃迁为群钻在难加工材料及特种场景中的广泛应用奠定了坚实基础。
2.3 刀磨工艺的柔性化、绿色化重构
群钻刃磨工艺经历了从手工砂轮机到数控多轴磨床,再到机器人/并联机构柔性系统的智能化重构。这一过程不仅显著提升了生产效率和刃磨精度,而且确保了刀具几何参数的一致性和稳定性。通过引入先进的数控技术、仿真优化以及自动化生产线,现代群钻刃磨工艺实现了从单一操作向柔性化、自动化和智能化的全面升级。
苟琪[6]针对硬质合金群钻月牙槽曲面手工磨削精度低的问题,提出了一种基于CNC六坐标刃磨机床(见图7)的创新方案。CNC六坐标刃磨机结构如图6所示,该机床通过六轴联动(X/Y/Z/旋转/摆动/倾斜),实现了月牙槽曲面的高精度磨削。该研究实现自动刃磨的数控应用系统硬件设计和软件设计方法,标准群钻刃磨在本机床上的实现方法,展示了数控多轴磨床在提高生产效率和质量方面的巨大潜力。
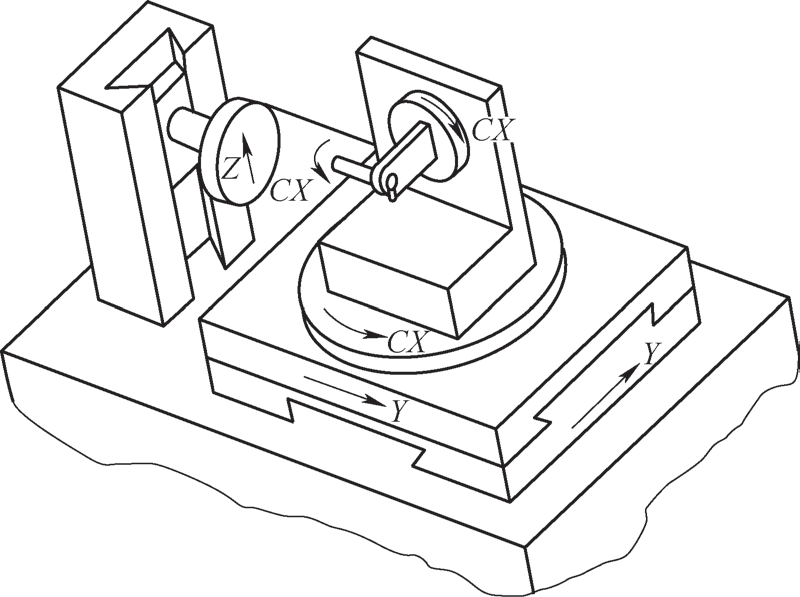
图6 CNC六坐标刃磨机结构

a)工具磨床外观
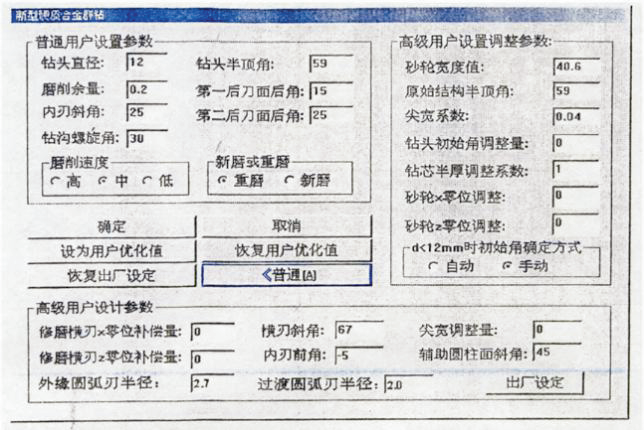
b)硬质合金群钻刃磨软件界面
图7 MK6335A型数控六轴工具磨床
陈桂平[2]在其关于新型硬质合金群钻的刃磨过程中,采用MK6335A型数控六轴磨床进行精确控制,确保了优化后结构的稳定性和一致性。该研究不仅为硬质合金群钻的几何设计提供了理论基础,还在刃磨工艺上进行了实践验证,进一步推动了群钻的工程应用。
赵仕元[7]开发了一套基于机器人夹持的柔性磨削系统(见图8),并结合自动检测技术,实现了群钻刃磨的全自动化生产。该系统利用机器人灵活的运动能力和高精度传感器,确保了每次刃磨的一致性(见图9)。在工程引用中,该系统不仅提高了刃磨效率,而且大幅减少了人为因素带来的误差。特别是在柔性生产线中,能够快速适应不同规格的群钻刃磨需求,展现了其在多品种、小批量生产环境中的应用前景。
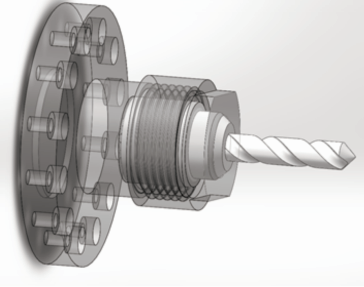
图8 机器人夹持钻头夹具装配体
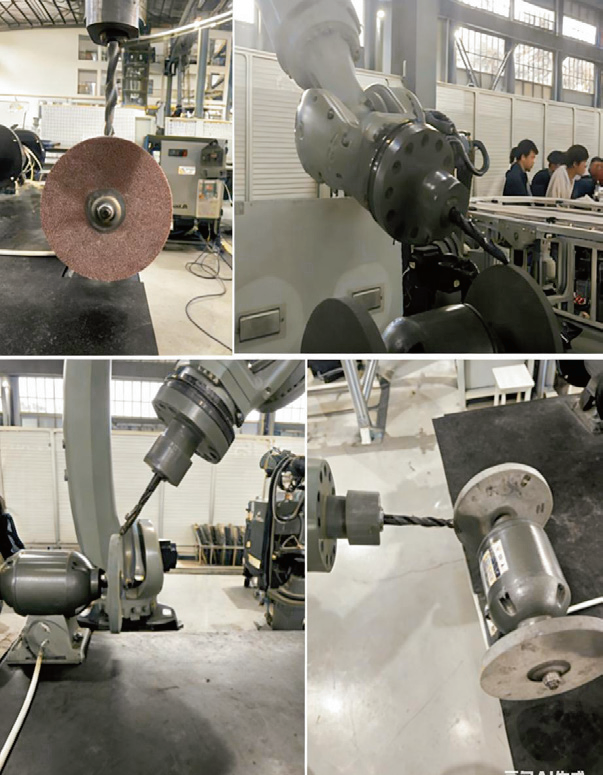
图9 机器人柔性磨削系统群钻不同对刀姿态
李士良[8]探索了基于并联机构的复杂曲面成形技术及其在刃磨设备中的概念设计。通过并联机构的高精度运动控制,实现了复杂曲面的高效成形和刃磨(见图10)。在试验中,该系统能够精确地生成群钻所需的复杂几何形状,极大地提升了刃磨精度和效率。该研究为未来刃磨设备的发展提供了新的思路和技术手段,展示了并联机构在精密制造中的广阔应用前景。
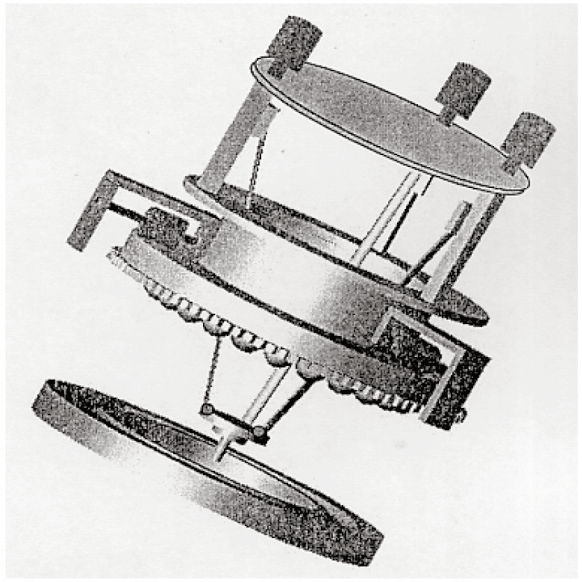
图10 基于并联机构的刃磨机结构示意
电火花加工群钻钻尖如图1所示。傅蔡安[9]针对群钻月牙槽与分屑槽空间曲面复杂、难以自动化刃磨的问题,提出采用电火花成形加工后刀面(原理见图11a)。该方法通过高精度工具电极(见图11b)对硬质合金进行非接触加工,能稳定复现内刃、横刃与月牙槽的几何关系,操作简便、适应性强。其优势在于彻底消除粉层和油雾,为小批量、高复杂度群钻的绿色制造提供了有效手段。
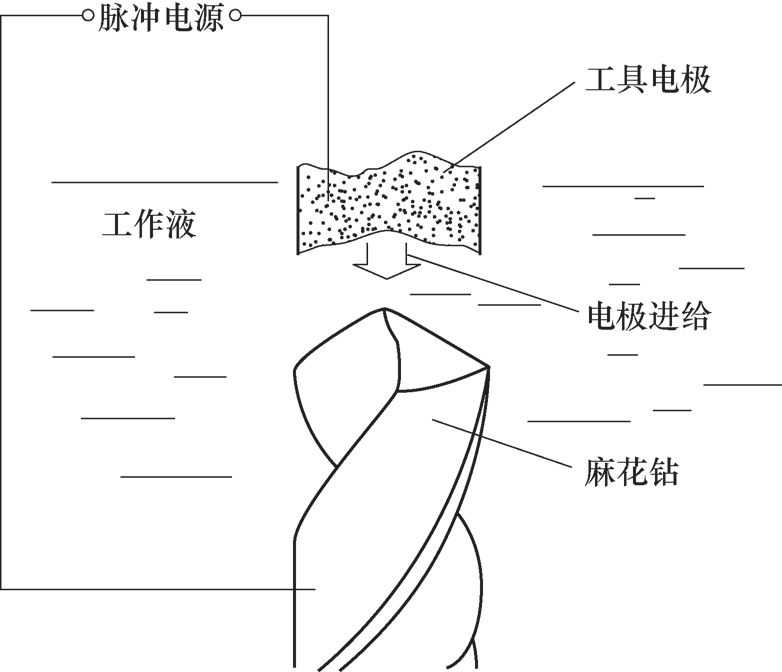
a)电极加工原理

b)电极与群钻
图11 电火花加工群钻钻尖
这些成果表明,群钻刃磨已从手工操作迈向智能化与绿色化。借助数控技术、仿真优化和柔性生产线,刃磨精度、一致性及效率显著提升,为群钻在难加工材料和特种场景中的应用奠定了工艺基础。
2.4 应用场景的精细化深耕
群钻在难加工材料与特种场景中持续发挥不可替代的作用。通过优化设计与工艺改进,群钻在各种复杂工况下展现出优异的性能,解决了传统刀具难以应对的诸多工程难题。
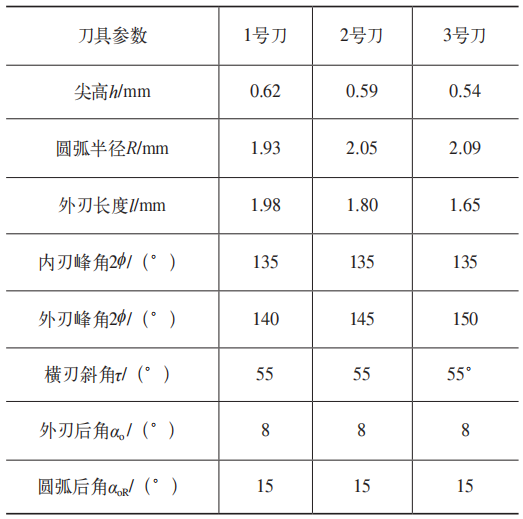
李梦龙等[10]针对304不锈钢(实为1Cr18Ni9)钻削中易出现切屑缠绕、粘刀及刀具磨损严重的问题,设计了一种适用于硬质合金材质的新型群钻钻尖结构(见图12),并通过对比三组不同几何参数(尖高、圆弧半径、外刃长度与外刃峰角)的刀具性能,验证了参数优化的有效性,三种群钻钻尖参数见表2。试验结果表明,在切削速度28.26~34.54m/min、进给量0.25mm/r条件下,2号刀(外刃峰角145°、尖高0.59mm、圆弧半径2.05mm)表现出最优综合性能:其最大轴向力与扭矩均为三者最低,切屑呈短小海螺状(见图13),断屑效果良好,且前刀面磨损最小,无崩刃现象。研究证实,群钻钻尖可成功应用于硬质合金麻花钻加工不锈钢,通过合理匹配钻尖几何参数,能有效改善分屑断屑能力并减轻刀具磨损。
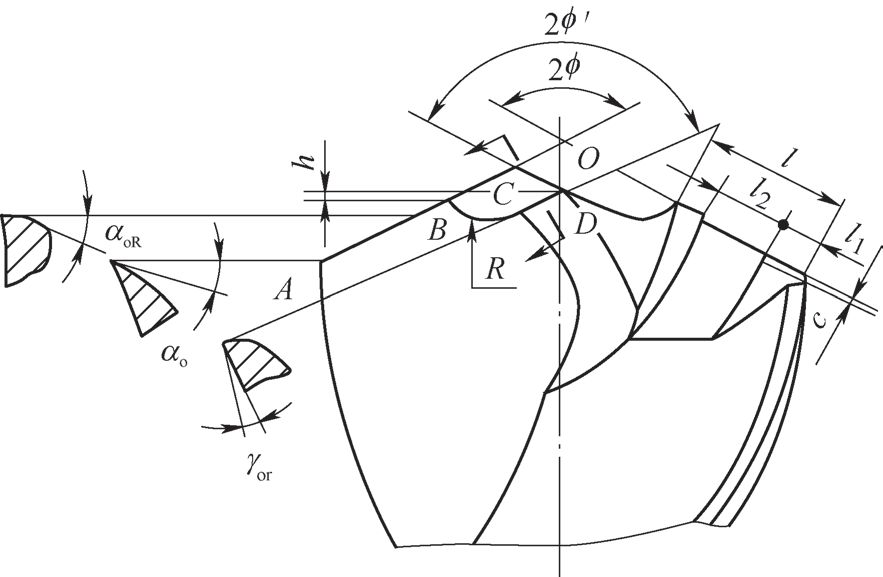
图12 适用于硬质合金材质的新型群钻钻尖结构

图13 小海螺状切屑
表2 三种群钻钻尖参数
吴枫[11]针对玻璃纤维增强复合材料(GFRP)钻削过程中出口分层损伤严重的问题,系统研究了群钻结构参数(内刃尖角、外刃尖角和尖高)对制孔质量的影响(见图14)。通过正交试验与高频振动信号分析发现,群钻在出口阶段的切削性能与其几何参数密切相关。研究表明,在合理参数范围内(如内刃尖角90°、外刃尖角25°和尖高1.5mm),群钻可有效降低出口分层损伤因子。其机理在于:群钻无横刃、无负前角的结构显著减小了轴向推力,同时外刃较强的切削作用能在出口处形成完整圆形切屑,减少材料撕裂(见图15);此外,刀具后刀面摩擦产生的切削热在适度范围内可软化树脂基体,进一步抑制分层。
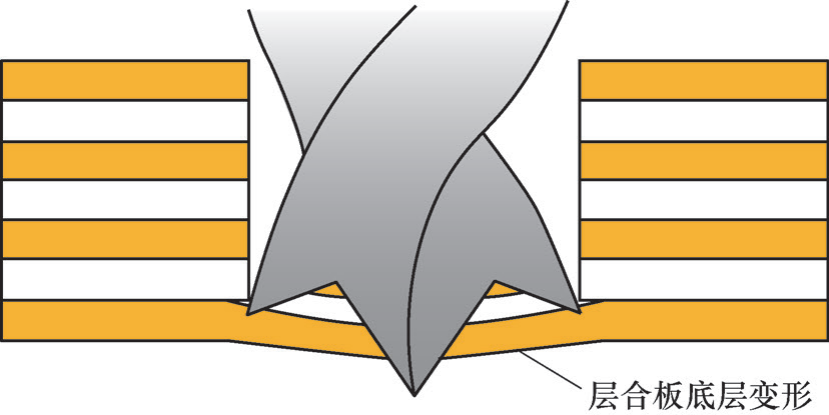
图14 玻璃纤维增强复合材料群钻钻削出口阶段示意

图15 圆形切屑
该研究还揭示了进给速度、主轴转速与外刃后角之间存在耦合作用,对出口损伤的影响非线性,需综合优化。成果为群钻在复合材料低损伤制孔中的应用提供了理论依据与参数指导。
张笑维[12]针对42CrMo合金钢深孔钻削中存在的轴向力大、排屑困难、刀具磨损快等问题,设计并试验了一种基于“三尖七刃”结构的新型硬质合金深孔麻花钻。该钻型通过在后刀面磨出月牙槽,形成内刃、圆弧刃与外刃,显著缩短横刃长度,并优化了各切削刃的几何参数(如外刃峰角110°、尖高0.32mm及圆弧半径0.57mm)(见图16)。
a)普通深孔麻花钻
b)群钻型深孔麻花钻
图16 深孔群钻钻尖
对比试验表明,在相同切削条件下,新型钻头的轴向力和扭矩普遍低于普通钻头,切屑形态更细碎、易排出,内孔表面粗糙度值更小,且刀具磨损明显减轻。研究证实,通过合理修磨群钻钻尖几何参数,可有效改善深孔钻削的排屑性能、表面质量,延长刀具寿命。
陈舜青等[13]针对钻削脆性薄壁材料(如硬塑料、电木)时因轴向冲击过大导致工件开裂和卡钻的问题,系统研究了麻花钻几何参数对钻削冲击性的影响。通过试验对比发现(见图17):采用大顶角(160°)、较小后角(10°)和短横刃(0.32mm)并结合群钻结构(三尖七刃),可显著降低钻穿瞬间的冲击扭矩。
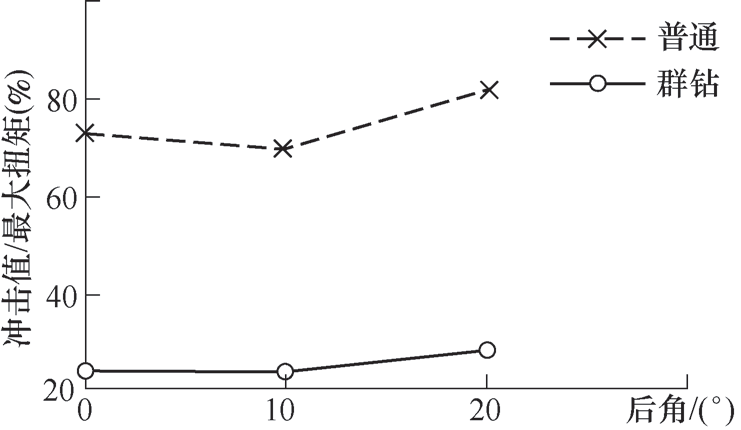
图17 普通钻形与脆性薄壁材料群钻的冲击性对比
结果表明,优化后的钻头在钻削4mm厚脆性塑料板时,冲击扭矩仅为0.06N·m,冲击扭矩与最大扭矩之比降至25%,钻削时间缩短至8.5s,有效避免了工件开裂。研究强调,横刃长度对冲击影响最大,应尽可能缩短;同时,采用螺旋面法刃磨后刀面优于平面法。该成果为脆性薄壁非金属材料的低冲击钻削提供了有效的刀具设计依据。
席岩[14]针对铁路道岔ZGMn13高锰钢钻削中焊接式钻头易崩裂、孔壁过热开裂等问题,提出机夹式硬质合金群钻解决方案。通过材料优选(YG8)与几何参数正交优化(内刃锋角130°、圆弧刃半径2.5mm、内刃前角-5°),显著改善切屑形态并降低轴向力与扭矩。该设计规避了高温焊接缺陷,提升了刀具可靠性与孔质量,降低能耗与刀具成本,展现绿色制造的优势。ZGMn13高锰钢群钻钻尖几何参数见表3。
表3 ZGMn13高锰钢群钻钻尖几何参数
群钻通过针对性优化,在难加工材料与特种场景中展现出不可替代的优势,有效解决了传统刀具难以应对的工程难题,并在效率、成本和质量方面实现显著提升,为其在现代制造中的持续应用奠定基础。
3
结束语
在大批量、通用性加工中,整体硬质合金钻头与可转位U钻凭借高一致性、易集成和低成本的优势已成为主流。
然而,群钻的价值恰恰锚定于智能制造的前沿需求:一是在高精度孔加工中,其柔性适配能力可通过参数调整满足多品种小批量生产,并与自动换刀及寿命管理系统协同,保障孔系一致性;二是在难加工材料领域,其多刃分屑与断屑可控机制,结合高压冷却,能显著提升钛合金、复合材料等特种材料的加工效率与刀具寿命;三是其低钻削力与长寿命特性,有效支撑绿色制造的节能降耗与成本控制目标,并可通过数控重磨实现刀具循环利用;四是作为工艺数据载体,群钻能融入数字化车间,为工艺优化与智能匹配提供关键输入。
未来,随着硬质合金基体、先进涂层与AI驱动的刃磨参数优化技术的融合,群钻将从经验型工具进化为智能切削单元。
群钻的持久生命力,根植于“问题-观察-实践-优化”的一线创新逻辑。这种由现场操作人员发起、以解决真实痛点为目标且通过微小改进获得显著效益的技术路径,在智能制造时代依然不可或缺。对群钻的再审视,既是对一种刀具的重估,更是对扎根现场、务实高效的工程智慧的传承。
[1] PANG SQ,YU QX,JI G Z. Research and development of cemented carbide multifacet drillfor drilling high strength steel[J]. Journal of BeijingInstitute of Technology,1999,8(1):71-75.
[2] 陈桂平. 新型硬质合金群钻的数学模型与刃磨实验研究[D]. 长沙:湖南大学,2003.
[3] 温松明,曹正铨,周海萍,等. TiN涂层群钻寿命试验[J]. 工具技术,1996,30(1):41.
[4] 孙东明,陈君若,李珊,等. 虚拟产品设计在金属切削刀具几何角度研究中的应用[J]. 机械设计与制造,2006(1):70-71.
[5] 江利进.基于OpenGL的麻花钻三维仿真研究[D]. 长沙:湖南大学,2006.
[6] 苟琪,王钰,侯桂秀. CNC六坐标群钻刃磨机床研究[J]. 青岛大学学报(工程技术版),1998,13(3):57-60.
[7] 赵仕元,云航. 群钻刃磨自动化生产与试制研究[J]. 装备制造与教育,2024,38(1):31-33.
[8] 李士良. 基于并联机构的复杂曲面成型技术研究及刃磨设备的概念设计[D]. 北京:北京工业大学,2004.
[9] 傅蔡安. 群钻电火花成形加工及其切削性能的研究[J]. 电加工与模具,2006(6):25-27.
[10] 李梦龙,王蔓,张伟,等. 加工不锈钢硬质合金群钻钻尖的试验研究[J]. 制造业自动化,2014(5):46-47.
[11] 吴枫. 群钻钻削纤维增强复合材料实验研究[D]. 天津:中国民航大学,2019.
[12] 张笑维. 新型高效深孔麻花钻寿命试验研究[D]. 大连:大连工业大学,2014.
[13] 陈舜青,张发英,陈澄洲. 钻削脆性薄壁件时的钻头研究[J]. 机械科学与技术,1994(5):24-29.
[14] 席岩. 硬质合金群钻钻削ZGMn13高锰钢的实验研究[D]. 大连:大连交通大学,2010.
本文发表于《金属加工(冷加工)》2026年第3期7~13页,作者:上汽大众汽车有限公司 薛飞,原标题:《群钻在智能制造中的价值重估》。
-End-
☞来源:金属加工 ☞编辑:王佳慧 ☞责任校对:徐裴裴 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





