 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库Ti55531钛合金超深方形腔加工技术
☞ 这是金属加工(mw1950pub)发布的第21853篇文章

编者按
以某起落架摇臂为载体,介绍了Ti55531钛合金的特性,同时采用正交试验法进行切削试验,得出适合加工该材料的刀具及切削参数。结合零件的结构特点,介绍了典型超深方形腔结构的加工方法,为大型复杂结构件制造提供了借鉴。

Ti55531作为一种近β型超高强度钛合金,因其高韧性、低塑性和良好的耐蚀性,在航空航天等领域逐渐受到广泛关注。该材料导热系数低,加工硬化倾向高,机械加工过程中刀具切削力大,切削温度高,刀具易磨损、寿命短。多年来,国内外学者对Ti55531钛合金材料的组织结构、力学性能等方面的研究较多,而对具体结构零件的切削刀具选择、切削参数研究较少[1]。
本文以某起落架摇臂为研究对象,针对典型超深方形腔结构特点,研究制定适合的工艺方案,以解决超深方形腔数控加工难题。
2.1 结构分析
某起落架摇臂是典型的回转体零件,材料为 Ti55531钛合金。为满足飞机减重要求,将内孔结构及产品外形设计成方形腔。该部位结构复杂,由11处曲面连接形成超深方形腔,最深处达438mm,4个转角处曲面的曲率小,最小处为R15mm,数控加工难度大[2]。零件结构如图1所示。
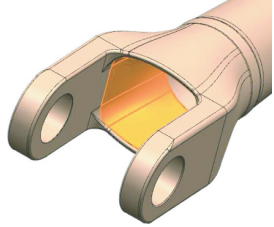
图1 零件结构
2.2 零件加工技术方案
零件最深处距耳片圆弧顶面的距离为438.4mm,最小处转角仅为R15mm。为确保余量转角能够被完全去除,选用最大刀具直径为30mm,此时刀具的长径比为14.61。经与多家国内外刀具供应商沟通后发现,当前生产技术无法满足该产品的加工需求,因此,经与设计部门协调,将此处转角半径修改为35mm。
(1)合理的工艺流程 综合零件结构特点、毛坯余量及变形情况,进行工艺流程安排。为充分消除机械加工应力,保证零件最终尺寸要求,将零件总体工艺流程确定为粗加工去除余量→去应力退火→精加工[3]。考虑到由于产品去应力退火后,加工外圆时需使用卡盘进行夹紧,因此在耳片外侧预留宽度为50mm的工艺夹头,该夹头的存在导致方形腔的深度进一步增加。为降低刀具的长度,将此处方形腔的加工安排在去应力退火工序后进行。详细工艺流程如下所述。
1)数控粗车去除较大余量。根据零件结构,选用山特维克可乐满直径为80mm的减振车刀杆进行加工,刀具刚性较好[4]。车削时尽可能去除余量,将方形腔加工至φ178 mm,以减少后续铣削余量。内孔精加工如图2所示,粗加工去除余量如图3所示。
mm,以减少后续铣削余量。内孔精加工如图2所示,粗加工去除余量如图3所示。
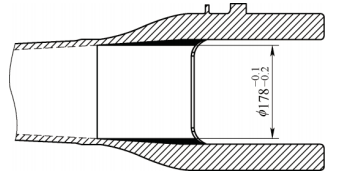
图2 内孔精加工
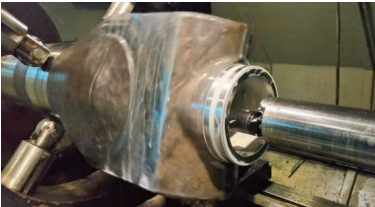
图3 数控车削粗加工去除余量
2)退火后精车基准。考虑产品退火变形及后续加工方形腔装夹的稳定性,退火前,方形腔外形处留有50mm宽的基准外圆,基准外圆直径方向留1mm余量;退火后,数控车削对此处外圆进行修正,用于后续加工基准及装夹[5]。
3)数控加工方形腔。退火后先安排卧式加工中心去除夹头,再进行方形腔加工,可有效缩短刀具长度。
(2)机床的选择考虑零件结构特点及毛坯余量情况,选择卧式加工中心进行方形腔加工。卧式机床具有较好的排屑和冷却效果,能够有效延长刀具的使用寿命。
(3)刀具选择方形腔的最小转角为R33mm,选用D63R1大进给端铣刀进行粗加工,D63R8转位铣刀进行精加工。方形腔最大深度438.4mm,刀具长径比>7。为减小零件加工过程中的振动、提高刀具寿命,采用减振刀杆进行分段加工,300mm和400mm的减振刀杆刀轨分别如图4和图5所示。
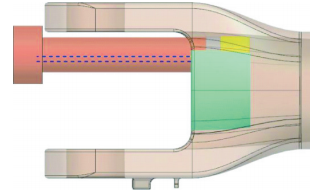
图4 长度300mm减振刀杆刀轨
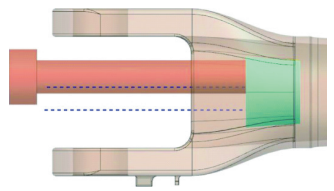
图5 长度400mm减振刀杆刀轨
数控车削加工后,腔体内余量不均匀,四处拐角余量大,宽度方向余量0~24mm。由于方形深腔加工时,粗加工过程工况较差,因此主要研究粗加工时刀具参数的选用。粗加工选用D63R1大进给转位端铣刀(6刃),刀具长度450mm。根据产品腔内余量分布情况,选取切削宽度为12mm进行试切,采用三因素三水平的正交试验,得出最优切削方案,其中评价标准为刀具使用寿命T和金属去除率 Q。Q的计算公式为
Q=vfapae (1)
vf=1000fzzvc/(πD)(2)
式中,Q是金属去除率(cm3/min);vf是进给速度(mm/min);ap是背吃刀量(mm);ae是切削宽度(mm);fz是每齿进给量(mm/z);z为铣刀体安装刀片的齿数(个);vc是切削速度(m/min);D是刀具直径(mm)。
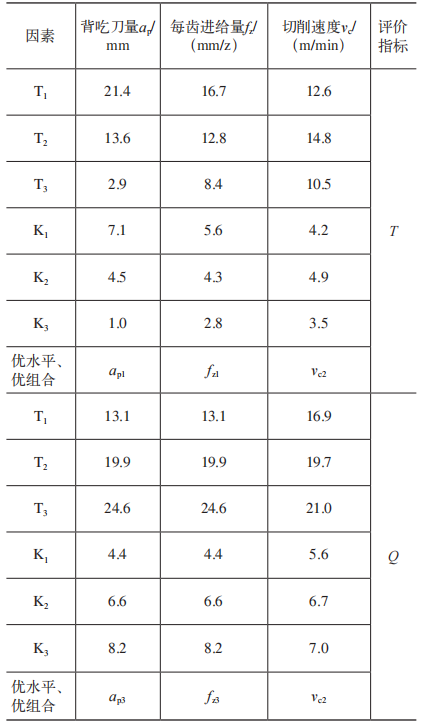
D63R1大进给转位端铣刀因素及水平见表1,正交试验及结果见表2,正交试验结果分析见表3。
从表1、表2和表3及实际加工时发现,对刀具寿命(T)影响因素的顺序分别为:背吃刀量ap>进给量fz>切削速度vc;对金属去除率影响因素的顺序分别为:背吃刀量ap=进给量fz>切削速度vc。选取试验中ap3+fz3+vc2和ap1+fz1+vc2两组参数进行切削试验。
表1 D63R1大进给转位端铣刀因素及水平
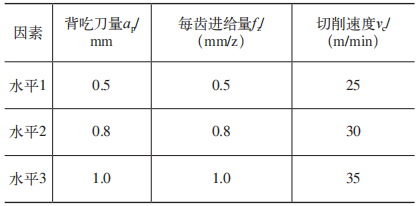
表2 D63R1大进给转位端铣刀正交试验及结果

表3 D63R1大进给转位端铣刀正交试验结果分析
1)用ap3+fz3+vc2参数进行试验。加工时刀具寿命仅为0.4h,加工过程需频繁换刀,换一次刀平均时间为10min。若不考虑换刀时间,金属去除率 Q0=12.7cm3/min;若考虑换刀时间,需重新计算金属去除率Q
Q=Q0T0/(T0+ΔT)(3)
式中,Q0是原参数下去除率(cm3/min),T0是原参数下刀具寿命(min),ΔT是辅助增加时间(min)。
当Q0=12.7cm3/min,T0=24min,ΔT=10min时,计算可得金属去除率Q=8.96cm3/min。
试验效果:刀具振动较大,内腔表面粗糙度值Ra≥6.3μm,粗加工后表面质量差,导致精加工仍然无法达到图样要求的Ra≤3.2μm。较大的表面粗糙度值会导致疲劳裂纹的萌生与拓展,降低零件抗疲劳性能。
2)用ap1+fz1+vc2参数进行试验。刀具寿命为7h,金属去除率Q =2.7cm3/min。切削稳定,内腔表面粗糙度值Ra =4.6 μm,精加工后表面粗糙度值Ra=2.2~2.9μm,满足图样要求的Ra≤3.2μm。
综合考虑刀具寿命、刀具成本、金属去除率及产品表面质量,ap1+fz1+vc2为最优切削方案。
按照选用的参数进行方形腔粗加工时发现以下两种方案:①方形腔内存在宽度约40mm的长条状区域,且表面质量较差。②刀具在四处拐角切削时,出现不同程度的“夹刀”现象,导致四处拐角的表面质量较其他部位差。
通过以上现象结合实际程序刀轨进行分析,得出原因如下。①实际加工刀轨如图6所示,UG编程时,层之间的进刀方式采用沿部件斜进刀,斜坡角为2°。此方式进刀虽然能减少进退刀和空走刀,从而提升加工效率,但因为斜进刀过程中,刀具除了沿X、Y方向运动外,还会沿Z向运动,增加刀具的轴向切削力,造成零件振动。②由于刀具半径为31.5mm,零件四处拐角为R33~R35mm,且四处拐角余量较大,因此造成刀具约60%与切削材料接触,产生“夹刀”现象。
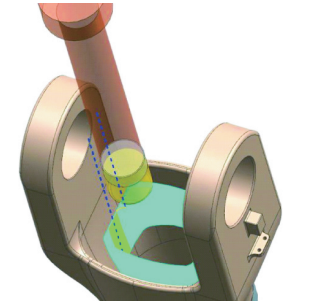
图6 实际加工刀轨
针对现象①有两种优化方案,具体如下。
(1)方案一 层之间使用转移方法,这种方法在每层加工时均进行一次进、退刀,在无毛坯处落刀,完全避免了刀具在进、退刀时的轴向切削力。缺点是每层进行一次进、退刀,加工效率降低。
(2)方案二 层之间进刀方式依然使用沿部件斜进刀,减小斜坡角进行试加工。缺点是需要进行试加工。
综合对比,虽然方案二需要进行试切,但是仅会影响首件加工的时间,能够有效提升后续产品的加工效率,因此选用方案二。通过实际验证,当层间进刀斜坡角调整至1°时,加工稳定,效果良好。
针对现象②,增加拐角处刀路半径至5mm,可有效避免“夹刀”现象。R5mm的拐角会使拐角处的精加工余量有所增加,通过实际加工验证,余量的微小增加并不会对精加工造成影响。
通过以上优化方案的实施,能有效减小产品在铣削过程中发生的振动,获得较好的产品表面质量。超深方形腔数控加工如图7所示。

图7 超深方形腔数控加工
本文通过探讨超深方形腔的数控加工技术,提出了一种超深方形腔的加工方案,通过正交试验法得出,背吃刀量0.5mm、每齿进给量0.5mm/z及切削速度30m/min 为最适合加工的参数组合。结合实际加工中遇到的问题进行分析,通过改变进刀方式、优化拐角半径等方法进行数控程序优化,解决了表面质量差、拐角“夹刀”等难题。该工艺方法对超深形腔体结构的加工具有一定的指导意义和借鉴价值,为大型复杂结构件的制造提供了新的技术支撑。
参考文献:
[1] 施晓颖,王博. Ti55531钛合金车架横梁机械加工工艺研究[J]. 装备制造技术,2016(11):147-149
[2] 李亚宏,孙国雁. 超深结构大轴加工技术[J]. 工具技术,2020,54(1):69-72.
[3] 孙敏. 钛合金材料及其加工刀具参数选择[J]. 内蒙古科技与经济,2020(17):110-111,153.
[4] 王奔,赵家兴,张秀云,等. 铣削参数和刀具角度对TC4钛合金表面粗糙度及材料去除率的影响[J].工具技术,2021,55(11):31-35.
[5] 杨冠军. 钛合金研究和加工技术的新进展[J]. 钛工业发展,2011(3):1-5.
本文发表于《金属加工(冷加工)》2026年第3期66~69页,作者:中航飞机起落架有限责任公司 孙延东,刘新文,何多政,原标题:《Ti55531钛合金超深方形腔加工技术》。
-End-
☞来源:金属加工 ☞责任编辑:徐裴裴 ☞校对:高晨旭 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





