 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库航空高强度钢精密筒体零件精益加工工艺


编者按
35CD4高强度钢因性能优异被广泛用于航空精密筒体零件,但存在硬度高、切削难度大,薄壁零件易变形、公差要求严等工艺难点。针对这些工艺难点,结合该材料特性与零件精密尺寸、特种工艺要求,制定了涵盖多道工序的精益加工方案。通过对加工过程中的外圆车削、内孔镗削、斜孔及轴承孔加工等关键环节进行参数与刀具优化,同时调整喷丸与珩磨工序顺序,解决了加工变形、尺寸超差等问题。最终实现零件稳定量产,相关工艺可为难切削材料精密零件加工提供参考。


航空装备的性能突破高度依赖核心零部件的加工精度与可靠性[1]。高强度钢35CD4凭借高强度、高淬透性等优异特性,成为航空精密筒体零件的理想选材。但该材料切削力大、加工硬化倾向显著等加工难点,与筒体零件异形易变形、精密尺寸公差严苛的特性相互叠加,给传统加工工艺带来了巨大挑战。
为攻克这一生产难题,笔者围绕35CD4材料特性与筒体零件工艺要求,开展精益加工工艺研究。通过优化工序设计、改进刀具选型、调整加工参数等系列举措,系统性地解决了加工变形、尺寸超差等关键问题,形成一套稳定可靠的量产方案。
本文系统梳理该工艺的研发思路与验证过程,以期为同类航空精密零件的加工提供技术参考。


笔者公司承制的某航空精密筒体零件,材料为35CD4,其外形如图1所示。该零件属于异形件,特殊结构易产生变形,且壁厚较薄,内孔与外圆公差要求严格,耳朵处的轴承孔为精密孔,零件内部设有斜孔,相关尺寸公差控制难度大。该筒体零件的工艺特点主要体现在以下几方面。
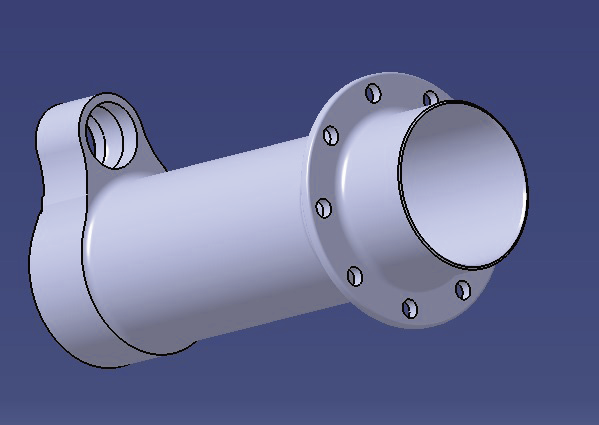
图1 筒体零件外形
2.1 材料特性
(1)金属特性 35CD4高强度合金钢是航空工业一种常用的中碳镍铬钼钢,其化学成分见表1。相较于其他金属,该钢种在化学、物理及力学性能方面均具有独特优势。
表1 35CD4含合金元素及其参数(化学成分) (%)

(2)35CD4材料特性 主要包括以下四点:①高强度,由于其属于低碳、低合金含量钢,与非合金钢相比强度更高,因此被称为 “低合金高强度钢”。②高屈服强度,其屈服点高于非合金钢,在相同载荷作用下,采用该材料制造的零件质量可减轻20%~30%。③良好的塑性和韧性,合金元素占比相对较低,使材料兼具良好的塑性与韧性。④高淬透性,合金成分中含有镍、铬及钼等元素,可使钢的过冷奥氏体保持高度稳定,通过空淬即可获得马氏体与贝氏体组织。
(3)材料加工特性 此材料一般有两种热处理状态,分别是正火+回火和淬火+回火,这两种状态对应的硬度见表2。
表2 材料硬度
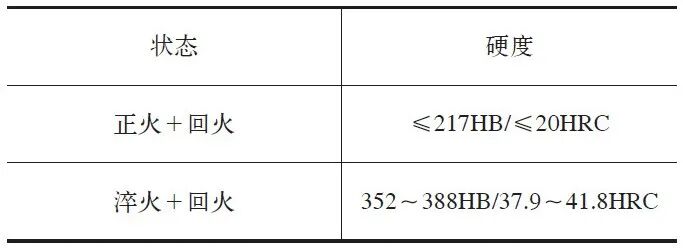
从表2可以看出,该材料硬度与抗拉强度均处于较高水平,且富含铬、锰等元素,这些因素共同导致其加工难度大,属于典型的难加工材料,具体加工难点如下。
1)切削力大。材料硬度与强度高,原子密度和结合力大,抗断裂韧性与持久塑性优良,切削过程中不仅切削力大,而且切削力波动明显[2]。
2)切削温度高。切削变形消耗功率大,产生的热量多,大量的切削热集中于切削区,形成高温环境。
3)加工硬化倾向大。材料塑性与韧性好、强化系数高,在切削力与切削热的双重作用下,会产生剧烈塑性变形,进而引发加工硬化现象。同时,切削热会促使材料吸收周围介质中的氢、氧和氮等原子,形成硬脆表层,进一步增加切削难度。
4)刀具磨损严重。切削时切削力大、温度高,加剧了刀具与切屑的摩擦,且刀具材料与工件材料易产生亲和作用。再加上材料中硬质点的存在和严重的加工硬化现象,刀具在切削过程中极易出现粘结磨损、扩散磨损、磨料磨损、边界磨损和沟纹磨损,最终丧失切削能力。
5)切屑处理困难。材料强度、塑性与韧性均较高,切削时会形成带状缠绕屑,既存在安全隐患,又会影响切削过程的顺利进行,同时还会导致零件表面出现擦痕,难以保证表面粗糙度要求。
6)切削变形大。加工过程中切削温度高,材料塑性大,易产生热变形,使得精密尺寸与形状难以保证。
(4)材料加工方案 为确保原材料能够充分完成淬火回火处理,需在热处理前对锻件毛坯进行粗加工,保证各横截面壁厚均<30mm。同时,在粗加工后的毛坯上加工找正基准,以便实现粗精加工之间的工艺衔接。零件毛坯与粗加工后的外形分别如图2、图3所示。
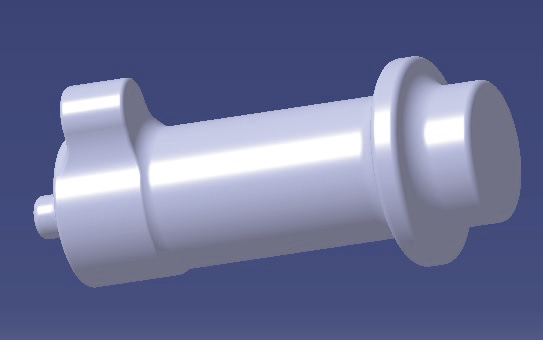
图2 零件毛坯
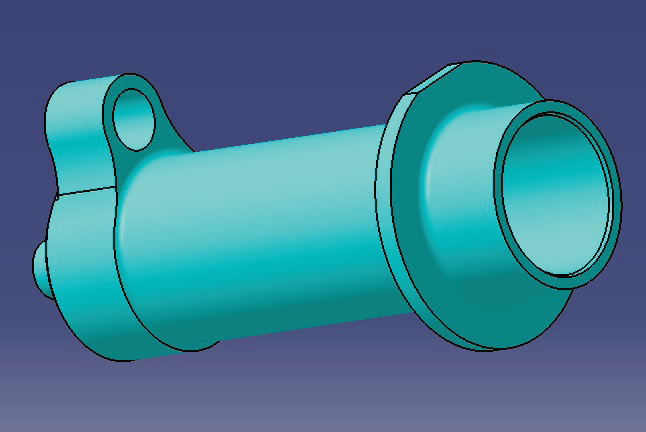
图3 粗加工后外形
2.2 工艺特性
该零件存在多项高精度尺寸要求,需综合考量所有精密尺寸参数,才能设计出稳定可靠的工艺流程,保障产品质量。零件主要精密尺寸如图4所示。
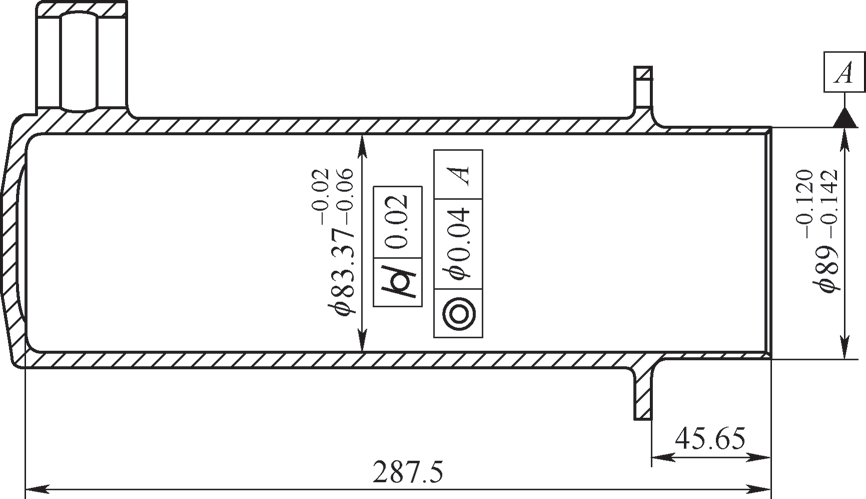
图4 零件主要精密尺寸
( 1)精密外圆 端口处的精密外圆直径为 mm,公差带宽度仅0.022mm;内孔尺寸为φ83.37mm,对应壁厚2.81mm。该尺寸公差要求严、零件壁薄,加工难度极大。
mm,公差带宽度仅0.022mm;内孔尺寸为φ83.37mm,对应壁厚2.81mm。该尺寸公差要求严、零件壁薄,加工难度极大。
(2)精密内孔 精密内孔尺寸为 mm,孔径公差0.04mm。该内孔相对于上述外圆的同轴度要求为φ0.04mm,内孔圆柱度要求为φ0.02mm,孔深达287.5mm。
mm,孔径公差0.04mm。该内孔相对于上述外圆的同轴度要求为φ0.04mm,内孔圆柱度要求为φ0.02mm,孔深达287.5mm。
(3)加长斜孔 如图5所示,位于零件耳朵位置的斜孔,孔径为 mm,与零件轴线夹角为45°。加工该孔时,需将机床主轴与零件调整为45°夹角。为避免刀具与夹具发生干涉,加工刀具需采用长悬伸结构,这是该零件加工的一大难点。
mm,与零件轴线夹角为45°。加工该孔时,需将机床主轴与零件调整为45°夹角。为避免刀具与夹具发生干涉,加工刀具需采用长悬伸结构,这是该零件加工的一大难点。
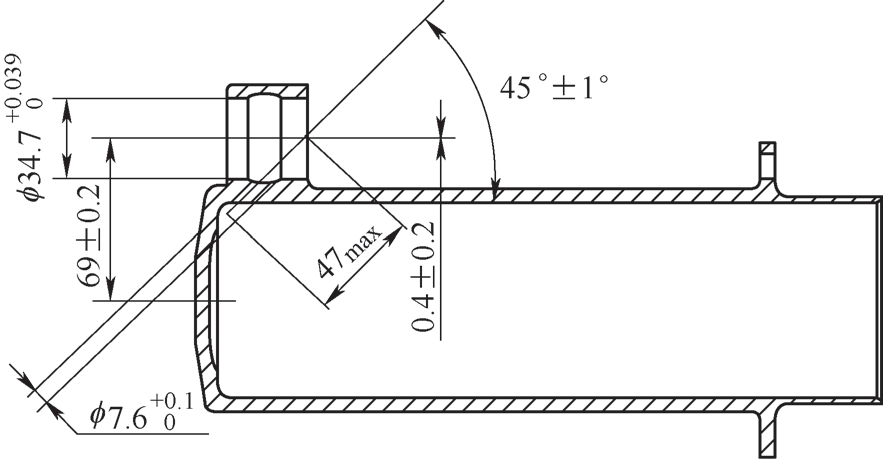
图5 加长斜孔及轴承孔
(4)轴承孔 如图5所示,耳朵处的轴承孔孔径为 mm。该孔只能从零件左端面进行加工,刀具悬伸长度大,且孔径公差要求严格,尺寸精度难以保证。
mm。该孔只能从零件左端面进行加工,刀具悬伸长度大,且孔径公差要求严格,尺寸精度难以保证。
2.3 特种工艺
除上述加工要求外,该零件还需进行多项特种工艺处理,具体要求如下。
1)喷丸。喷丸区域为零件外圆,但需避开 mm的外圆部位,内孔严禁喷丸。
mm的外圆部位,内孔严禁喷丸。
2)镀铬。镀铬区域为 mm的内孔,铬层厚度需控制在20~25μm。
mm的内孔,铬层厚度需控制在20~25μm。
3)镀镉。镀镉区域为除镀铬区域外的所有表面。
4 ) 喷漆。喷漆区域为零件外圆, 需避开 mm的外圆部位。
mm的外圆部位。


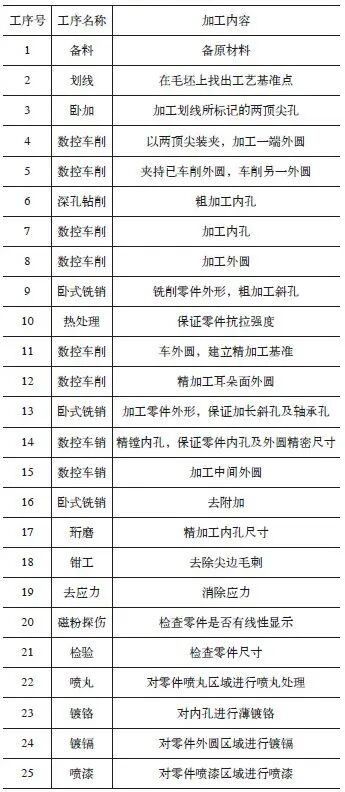
基于前文对该筒体零件材料特性、精密尺寸及特种工艺的分析,制定的工艺方案见表3。


4.1 耳朵处外圆精加工
35CD4材料黏性较强,加工时不易断屑。采用较低加工参数时,零件端面会产生较深的切削纹路,表面材料呈现撕裂状。为解决该问题,需调整外圆车削加工参数,具体优化参数见表4。通过参数优化,零件端面的切削纹路得以消除,加工后端面光滑,且从中心到边缘的加工质量保持一致,优化后的零件端面状态如图6所示。
表4 端面车削参数优化

图6 端面精车后零件状态
4.2 精密外圆的车削加工
第14道工序的数控车削是加工该零件的关键工序。此工序采用自定心夹盘夹持、中心架支撑外圆的装夹方式,具体加工要求如图7所示。零件精密外圆公差为0.024mm,加工时需分3次进行,具体加工参数见表5。由于材料黏性较强,需选用锋利的外圆车刀片,刀尖圆角优选R0.2mm,若刀尖圆角过大,将无法保证零件表面粗糙度要求。
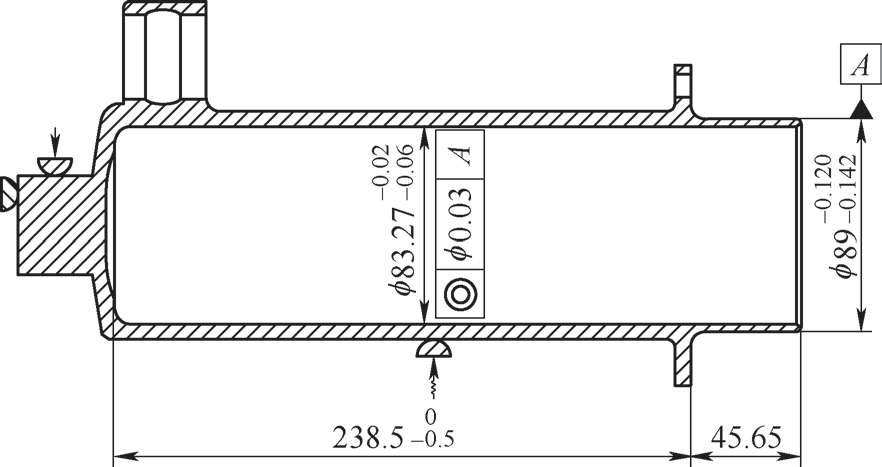
图7 数控车削工序要求
表5 外圆车削参数优化
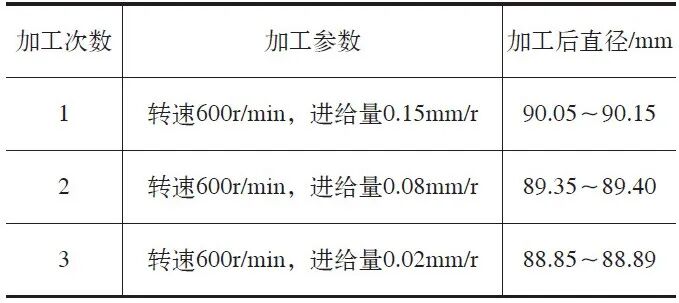
零件精加工后,外圆直径范围为88.85~88.89mm,整体超出图样要求。在未找出根本原因前,只能通过在外圆预留余量,后续进行手工抛光的方式调整尺寸。经分析,装夹时中心架所支撑外圆的圆度,会对零件的回转跳动产生显著影响[3],在高精度公差要求下,这种影响尤为突出。对超差零件的夹持外圆进行测量,其圆度变化量为0.020~0.035mm,与零件外圆尺寸的超差波动幅度基本一致。
为解决该问题,需优化修正基准工序的技术要求,在第11道工序的外圆车削工艺中,明确要求外圆圆度控制在0.01mm以内,具体改进要求如图8所示。第11道工序增加圆度控制要求后,第14道工序的外圆车削尺寸稳定性大幅提升,外圆直径波动范围缩小至88.865~88.875mm,变形量可控制在0.01mm以内,无需操作人员进行局部调整,即可保证外圆公差符合要求。经稳定性试验验证,单个车刀刀尖可稳定加工4个零件,刀具磨损后则无法保证尺寸精度。
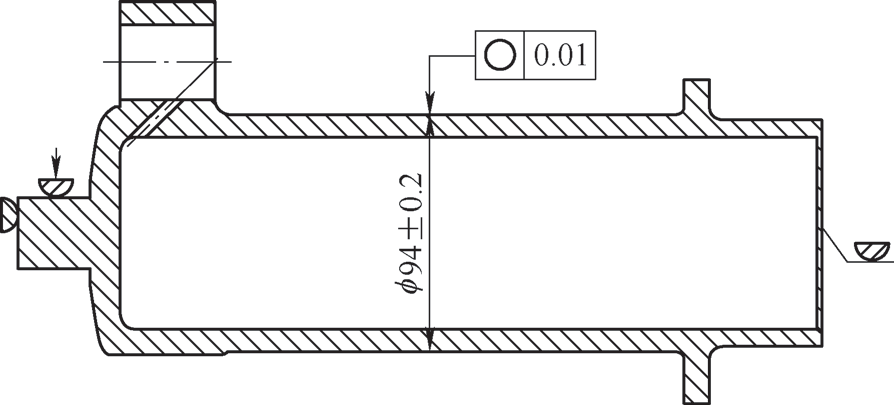
图8 修基准工序改进要求
4.3 内孔底面精益改善
第14道工序数控车削加工时,零件底部出现加工缺陷,表现为残留直径1mm、高度0.3mm的凸台,具体缺陷如图9所示。最初的加工方案为:使用平底铣刀去除底部余量,再采用大直径镗刀镗孔,最后对底面进行接齐处理。使用铣刀去除底部余量时,需将刀具跳动控制在0.01mm以内,但由于平底铣刀底部存在小斜角,导致零件底部无法加工为平整状态,平底铣刀如图10所示。

图9 底部缺陷
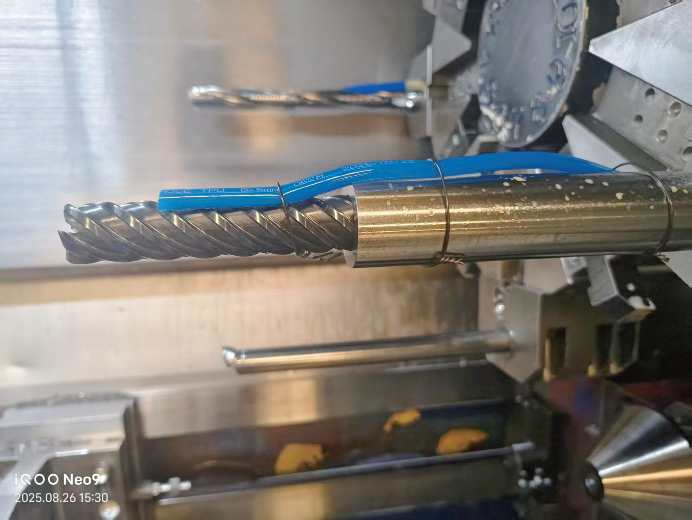
图10 平底铣刀
为解决该问题,优化加工方案,更换小直径镗刀对底部进行镗削加工,所用镗刀如图11 所示。加工试验证明,采用镗刀镗削底部的方法可彻底消除凸台缺陷。

图11 增加的镗刀
4.4 内孔车削优化
第14道工序数控车削时,内孔镗削为后续珩磨加工单边预留0.05mm余量,但镗削后内孔出现多种质量缺陷,缺陷类型及占比见表6,这些缺陷为后续珩磨加工带来较大风险。
表6 缺陷类型及占比
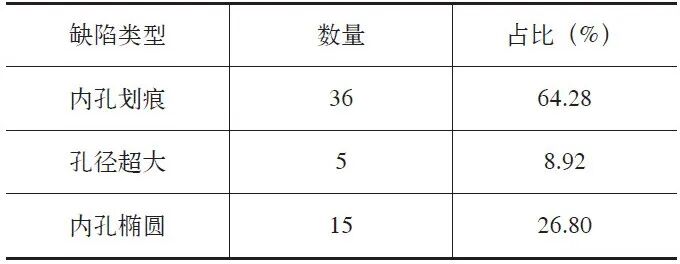
经分析,产生上述缺陷的原因主要有三点:一是内孔镗刀直径过小,刀具刚性不足,导致镗削后孔径尺寸不稳定;二是材料黏性强,采用传统精加工参数加工时,刀具切削不稳定,断屑效果差,切屑在内孔卷绕并划伤孔壁;三是切削转速过低,无法满足零件尺寸精度与表面粗糙度要求。
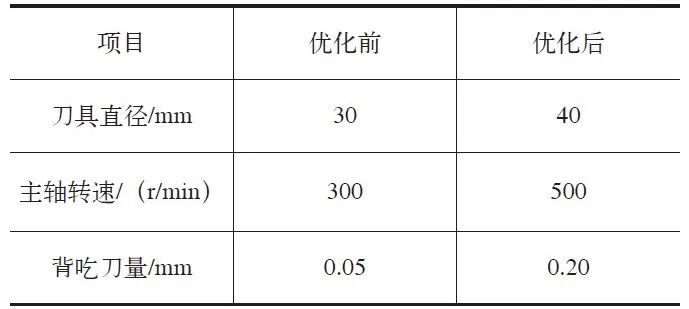
针对以上原因,制定的优化措施如下:一是更换大直径内孔镗刀,提升刀具刚性,优化后镗刀如图12所示;二是提高零件切削转速,增大精加工背吃刀量。三是优化内冷装置,使切削液直接作用于镗刀刀尖位置。刀具优化对比见表7。
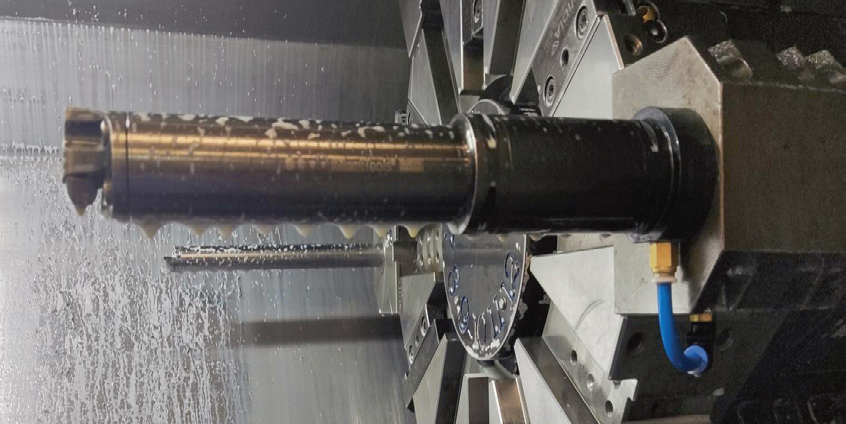
图12 优化后的镗刀
表7 刀具优化对比
4.5 加长斜孔优化
第13道工序卧式铣销加长斜孔时,初始方案为:采用φ6mm 加长铣刀扩孔至φ7.3mm,加工后孔径实际为7.1~7.2mm,尺寸波动达0.1mm;调整程序铣削至φ7.5mm 后,孔径为7.35~7.42mm,波动缩小至 0.07mm;最后使用直柄铰刀精加工,孔径为7.62~7.69mm,尺寸极不稳定。
第一次优化时,将铰刀更换为镗刀,加工后孔径为7.60~7.72mm,超出公差要求导致零件报废。最终确定的优化方案为:采用切削直径7mm的变径铣刀进行斜孔铣削加工,加工后零件合格率达100%。加长斜孔加工刀具如图13所示。

a) 直柄铣刀

b) 直柄铰刀

c) 镗刀

d) 变径铣刀
图13 加长斜孔加工刀具
4.6 轴承孔加工改进
第13 道工序加工轴承孔时, 孔径要求为 mm。初始方案为:使用φ20mm铣刀铣削至φ34.4mm,再用镗刀镗削至成品尺寸,但加工后孔壁出现振纹,经多次参数调整仍未解决。加工刀具如图14所示。
mm。初始方案为:使用φ20mm铣刀铣削至φ34.4mm,再用镗刀镗削至成品尺寸,但加工后孔壁出现振纹,经多次参数调整仍未解决。加工刀具如图14所示。
a)镗刀

b) 铣刀
图14 轴承孔加工刀具
4.7 喷丸加工对零件的影响
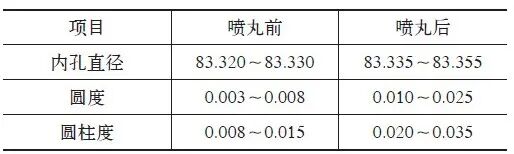
初始精密孔加工方案为:数控车精镗内孔并预留单边0.05mm余量,经珩磨加工保证孔径公差0.02mm、圆柱度0.02mm,最后对零件外圆进行喷丸处理。但喷丸后零件内孔出现变形,轴向中部位置内孔直径增大0.015~0.025mm,部分零件尺寸超出公差上限导致报废。
为解决该问题,与客户协商后调整工序顺序,将珩磨加工安排在喷丸工序之后。喷丸后内孔变形量约0.025mm,珩磨预留的0.05mm单边余量可完全覆盖该变形量。调整方案后,珩磨加工的内孔直径公差可控制在0.010mm以内,圆柱度控制在0.015mm以内,满足图样要求。喷丸对内孔的影响见表8。
表8 喷丸对内孔的影响(单位:mm)
本航空精密筒体零件在加工验证阶段,通过多轮精益优化改进,最终实现稳定量产。针对35CD4材料的加工难点,传统加工经验不再适用,需通过工艺方案优化、刀具选型优化、加工参数优化等多重措施,才能攻克加工难题[4]。
35CD4高强度钢具有优异性能,但也带来了更高的加工挑战。在实际生产中,需针对性选择刀具型号,制定合理加工参数。随着新兴加工技术的发展,此类难加工材料的加工难度将逐步降低,相关加工经验也需不断总结积累。
此外,喷丸工序对零件精密尺寸存在不可逆影响,这表明工艺设计是一项系统工程。工序安排需遵循逻辑规律,全面考量各工序间的相互影响,才能制定科学合理的加工方案[5],在保证产品质量的前提下,实现高效生产。
参考文献:
本文发表于《金属加工(冷加工)》2026年第3期32~37页,作者:西安庆安航空机械制造有限公司 左昱,刘壮壮,原标题:《航空高强度钢精密筒体零件精益加工工艺》。
-End-
☞来源:金属加工 ☞编辑:王倩 ☞校对:勾鑫彤 ☞审核人:韩景春 ☞媒体合作: 010-88379790-801

投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





