 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库摇臂钻床加工难?翻转工作台巧妙化解装夹困扰

编者按
矿用齿轮联轴器、圆锥齿轮在摇臂钻床上加工,是不是总被反复装夹、频繁起吊折腾得头疼?不仅工序繁琐、耗时费力,工件在来回吊运中还极易磕碰损伤,严重影响加工进度与成品质量。
针对这一生产痛点,一款180°翻转工作台应运而生。只需一次装夹、两次起吊,就能轻松完成工件三个加工面的全部工序,大幅省去重复装夹与频繁吊运的时间,从根源上规避工件磕碰风险,让整体加工效率实现质的提升。
01
序 言
齿轮联轴器(见图1)、圆锥齿轮(见图2)等工件的端面通常有2~4个螺纹吊装孔、圆周方向共有4个螺纹孔,分别分布在3个加工面上。以上工件在普通摇臂钻床上加工需多次装夹,操作反复,辅助时间长,加工效率低,且易造成工件划伤。为解决以上效率低、容易发生磕碰的问题,设计了一种够实现装夹方便、工件180°平稳轻巧翻转、定位精准的钻孔装置,此装置一次性装夹可完成外圆和端面孔的加工,大幅减少辅助时间,提升加工效率[1]。
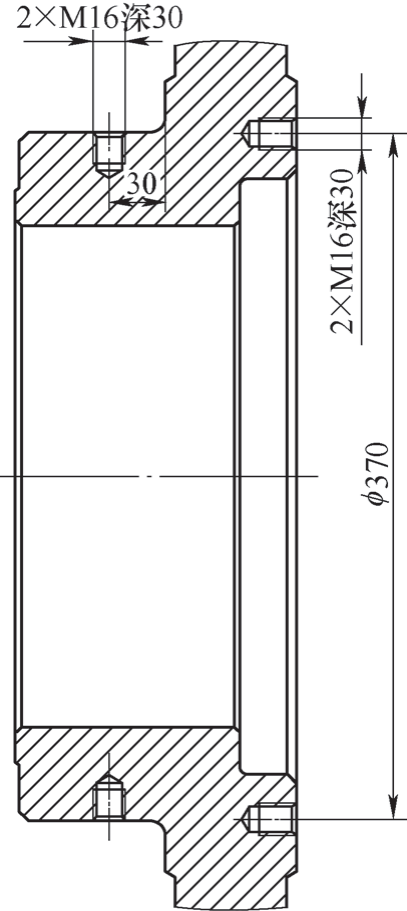
图1 齿轮联轴器
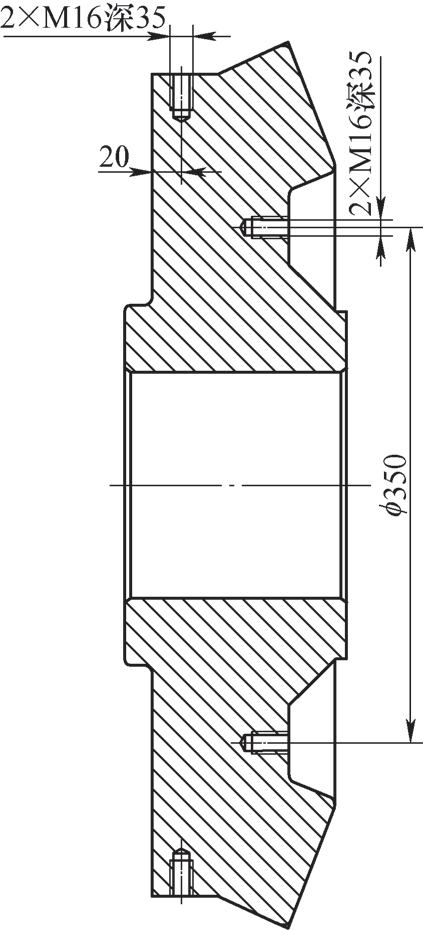
图2 圆锥齿轮
02
翻转工作台的设计原理与组成
2.1 翻转工作台的工作原理
将带有铜制内撑爪的自定心卡盘通过过渡配合的方式装配在卡盘定位胎中,卡盘定位胎通过旋转轴装配在台架上。卡盘定位胎底部装配有连接座,相对旋转轴的位置装有自动回位的定位销,同时在台架相对于旋转轴的位置两侧均有3个定位销孔,分别呈现0°、90°或-90°的位置,正好对应工件端面、圆周两侧。工作时,工件装夹在装有铜制自定心卡盘上,收缩定位销驱动手柄,定位销与台架两侧现配合的定位销孔脱离,工件在配重块的作用下可平稳轻松转至0°或90°或-90°位置,定位销在连接座内弹簧自动回位的作用下,配合在台架相应的孔内完成工件翻转,完成一次性装夹三面钻孔攻螺纹的工序[2]。
2.2 翻转工作台组成
180°翻转工作台(见图3)由卡盘机构、翻转机构、手柄驱动机构和配重机构等部件组成。
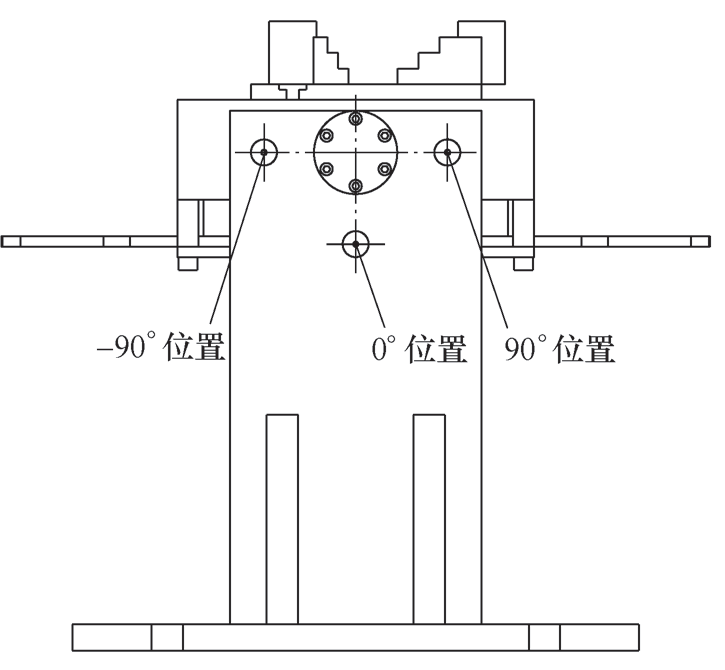
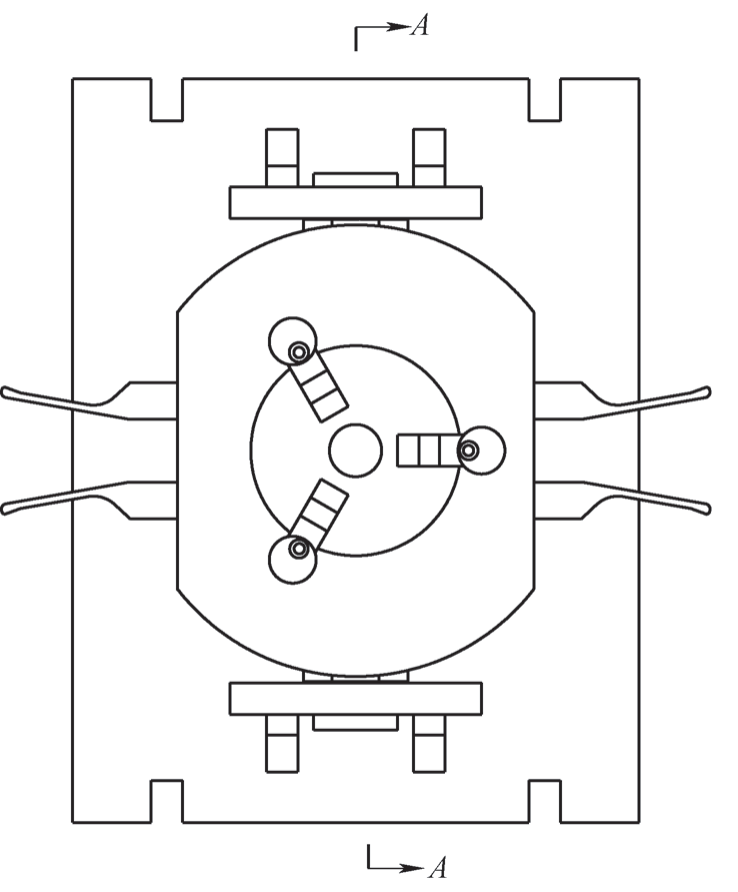
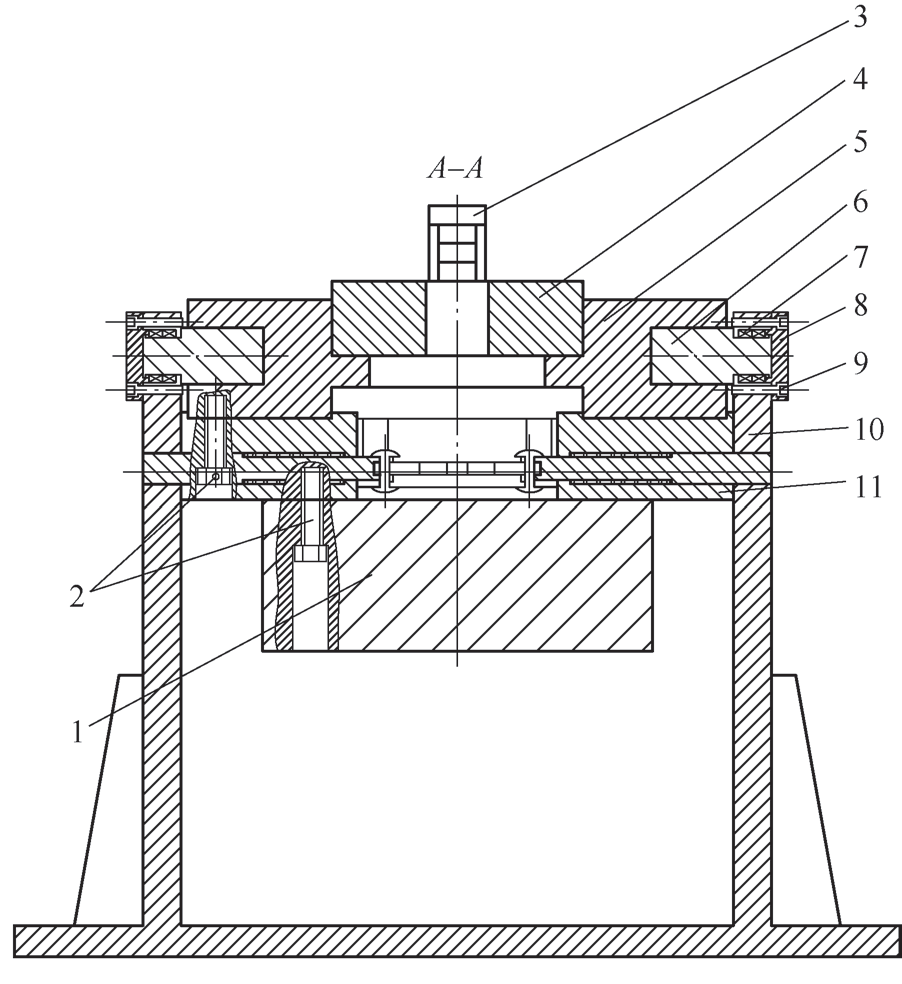
图3 翻转工作台
1一配重块 2—配重块与连接块紧定螺钉 3—铜制内撑爪 4—自定心卡盘 5—卡盘定位胎 6—旋转轴 7—深沟球轴承 8—轴承盖 9—轴承盖紧定螺钉 10—台架 11—连接块
(1)自定心卡盘将装有铜制内撑爪的自定心卡盘置于卡盘定位胎孔内,装配到位后用卡盘定位胎圆周位置的螺钉孔进行固定,然后将工件装夹在带有铜制内撑爪的卡爪上,可以有效避免工件夹伤[3]。
(2)翻转机构将卡盘定位胎两侧加工有旋转轴配合孔,将旋转轴通过过盈配合的方式与卡盘定位胎进行装配,再通过深沟球轴承、轴承盖、轴承盖紧定螺钉与台架进行定位紧固,可实现卡盘定位胎在台架完成360°旋转动作。
(3)手柄驱动机构(见图4)将定位销通过铆钉与驱动手柄连接,收缩驱动手柄,在凹块和压板的水平引导下,手柄内侧凹槽圆弧到达内侧限位销,使连接块定位销孔内定位销与台架脱离,卡盘定位胎可实现翻转,当翻转体置于0°、90°或-90°位置时,驱动手柄在弹簧回位的驱动下,实现定位销回弹,回弹至外侧限位销处,实现定位销与台架重新定位。
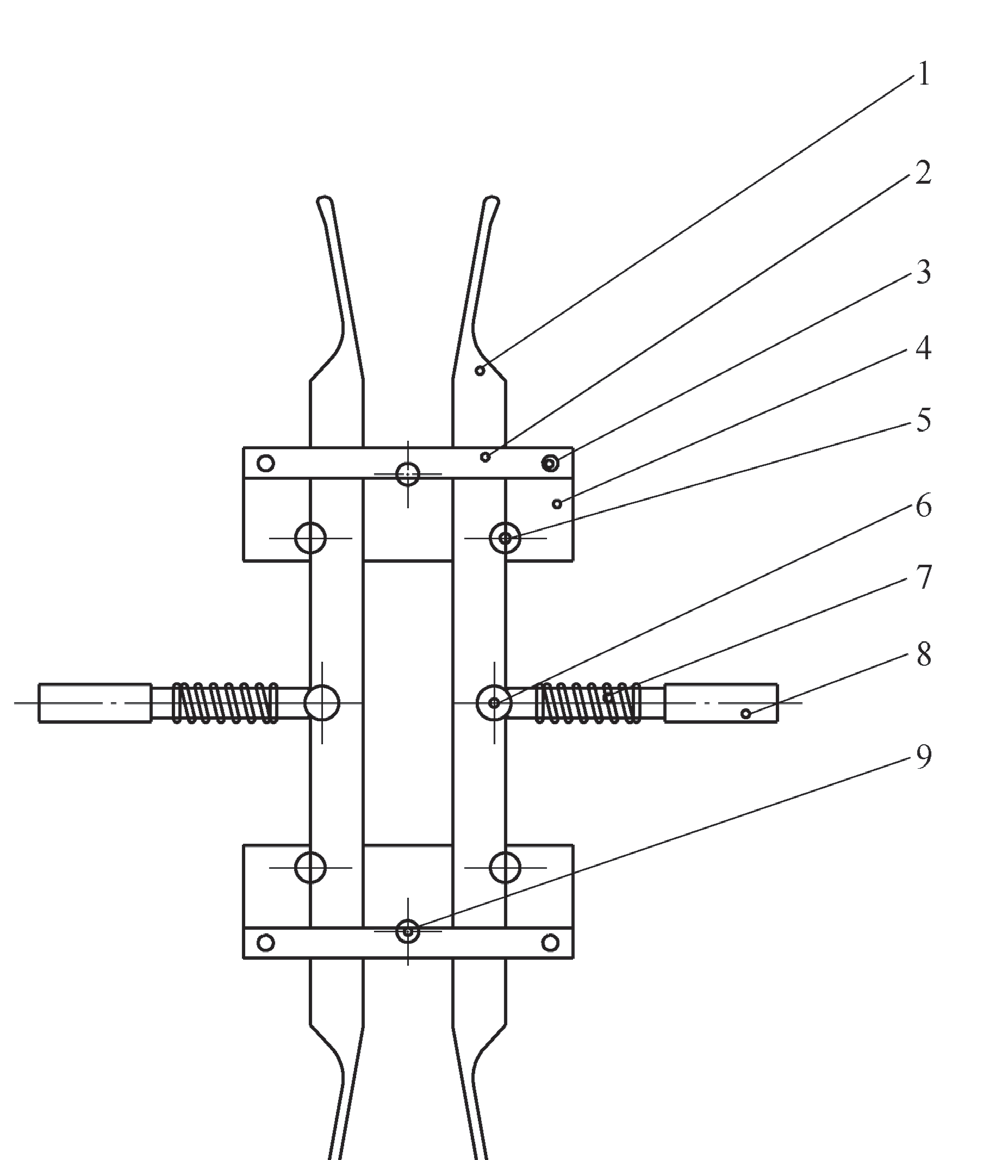
图4 手柄驱动机构
1—驱动手柄 2—凹块 3一凹块紧定螺钉 4—压板 5—外侧限位销
6—铆钉 7一弹簧 8—定位销 9—内侧限位销
(4)配重机构当工件装夹在自定心卡盘上,由于卡盘、工件比较重,手柄驱动使工件通过旋转轴完成翻转动作相当吃力,现参考加工的齿轮联轴器、圆锥齿轮的重量,搭配配重块,在受力相对均匀的情况下,使工件轻松完成翻转[4]。
03
效果分析
此装置创新点在于实现了齿轮联轴器、圆锥齿轮等工件装夹方便,工件翻转平稳轻巧且定位精准。此工装一次性装夹可完成外圆和端面孔的加工,如图5~图7所示,效率提升效果明显[5]。

图5 0°位置

图6 -90°位置

图7 90°位置
1)减少辅助时间,原钻孔时齿轮联轴器每次装夹时间为10min,装夹3次时间为30min,现使用新工装后,装夹只需一次,需使用10min,钻孔辅助时间减少20 min,钻孔实际使用时间8min,装夹效率提高66.6%,加工效率有效提升了52%,节省了加工成本5.08万元(一年计件总数约为2200件,工时费率为69.3元/h,每件节省20min)。
2)有利于端面、圆周端面及圆周有孔的工件集中安排排序,有效缓数控设备加工压力,也能够有效避免加工时间浪费。
04
结束语
此工作台经过多次实际应用,尤其是大批量工件的加工,生产效率相比之前提高了3倍以上。并且在很大程度上节省了员工的体力,减少了由于装卸工件带来的天车占用时间。由于是一次夹装工件,减少了工件的磕碰,提高了工件的外观质量。
[1] 王先逵. 机械加工工艺手册[M]. 北京:机械工业出版社,2006.
[2] 邢闽芳. 互换性与技术测量[M]. 北京:清华大学出版社,2015.
[3] 肖玉星,吴光明,许俊,等. 一种夹紧保持治具的设计[J]. 金属加工(冷加工),2025(7):66-70.
[4] 侯学元,刘洪建,李艳茹,等. 圆弧面钻孔装置的设计[J]. 金属加工(冷加工),2024(2):61-62.
[5] 李亚聪,霍洪旭. 曲轴圆角深滚压机床的设计[J]. 金属加工(冷加工),2025(10):55-60.
本文发表于《金属加工(冷加工)》2026年第4期61~63页,作者:宁夏天地奔牛传动科技有限公司 岳磊,王忠民,邓波,原标题:《摇臂钻180°翻转工作台的设计》。
☞来源:金属加工 ☞编辑:勾鑫彤 ☞校对:王倩 ☞审核人:韩景春 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范






