 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库刀具破损检测在FMS柔性生产线中的自适应应用

编者按
针对柔性制造系统(FMS)在柔性生产线自动化加工中,经常因刀具破损而导致产品报废、生产线中断等问题,提出一种基于姐妹刀功能与BK断刀检测的自适应刀具管理方案。通过修改机床梯图、换刀宏程序及加工程序,完成在检测到刀具破损后自动更换备用刀具,结合FMS控制系统,实现加工任务的连续执行与异常托盘处理。该方案有效提升了FMS的可靠性与智能化水平,为无人化黑灯工厂的连续运行提供了技术保障,实现了FMS柔性生产线连续加工的自适应应用。
FMS柔性生产线由统一的信息控制系统、物料储运系统和数台数控设备组成,且能适应加工对象变换的智能自动化机电制造系统,可以准确、快速且自动化加工工件,无需人工参与。我公司的FMS柔性生产线主要由ICC主机、装卸站、堆垛机、库位以及数控机床等组成。在自动化加工中,由于刀具破损会影响后序加工,因此一般选配BK断刀检测功能。单台数控机床处理的方式是检测到刀具破损后,机床做报警停机处理,但在FMS柔性生产线上并不适用这种处理方式,此时结合FMS柔性生产线的特点,使用断刀检测和姐妹刀功能,能够实现检测到刀具破损后的连续自适应加工。假设加工途中用1号刀具进行加工,等1号刀具加工完成,放回刀臂,会进行断刀检测,如检测到1号刀具磨损或者断掉的情况,机床会产生提示,并由ICC小车替换为下一个零件进行重新加工,自动替换为与1号刀具同规格的2号姐妹刀重新对新零件进行加工。
卧式加工FMS柔性生产线如图1所示,一般由若干台主机、若干个装卸站(见图2)、堆垛机、ICC主机(见图3)以及若干个库位组成。
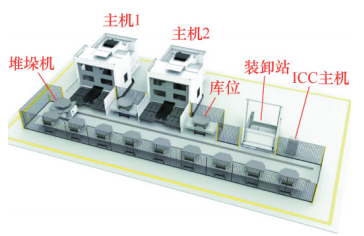
图1 卧式加工FMS柔性生产线

图2 装卸站

图3 ICC主机
正常的工作流程是操作人员在电脑上设定好后,堆垛机将需要装卸零件的托盘从库位运送到装卸站,操作人员将此托盘对应的加工零件安装好,在装卸站上按下“装载完成”按钮后,堆垛机将此托盘放到对应的库位里去。操作过程既不影响主机的正常加工,又不影响堆垛机将库位里已安装好工件的托盘运送至机床进行加工[1] 。
在这样的工作流程当中,可以实现“8+16”黑灯工厂加工模式,即白天8h装卸零件,堆垛机将安装好的托盘运送至库位,晚上16h将库位上需要加工的零件自动运送到机床里,并将已加工完成的托盘运送到库位上,等操作人员白天上班的时候,堆垛机将库位里已完成加工的托盘运送至装卸站,操作人员进行拆卸,并重新安装需要加工的零件,重复上述工作流程。
刀具寿命管理以及姐妹刀功能,是FANUC系统中可选用的功能[2]。刀具寿命管理能够设定刀具的最终寿命,可以选择刀具使用时间或者更换刀具次数来进行计数,当达到所设定的最终寿命后,机床会报警停止换刀,并提示操作人员需要更换刀具。操作人员将刀具更换好,更新使用寿命清零,继续正常使用。姐妹刀的使用,在刀具寿命管理的基础上进行,当第一把刀的使用寿命达到设定的最终寿命后先不报警,而是在下次调用刀具时,调出第二把刀,这把刀的类型和第一把一样,我们称这两把刀为姐妹刀。当然,姐妹刀不一定是两把刀,还可以设置4把同类型的刀为姐妹刀。
刀具寿命管理设定界面如图4所示。其中,①型号用来设定刀具寿命计数是根据换刀次数还是使用时间,设为1是按换刀次数计数,设为2是按刀具使用时间计数。②刀具使用寿命,在此处设置001号刀的使用寿命,如2000次。③刀具已使用过的计数,此处显示001号刀已经使用过的次数。④T代码设定,此处设置001号刀对应的T代码,如001号刀为 T1。⑤H代码设定,如果需要刀具长度补偿,则需要设定,如001号刀为H1;如果不需要长度补偿,则不用设定。⑥D代码设定,如果需要刀具半径补偿,则需要设定,如001号刀为D1;如果不需要半径补偿,则不用设定。

图4 刀具寿命管理设定界面
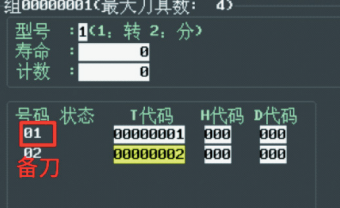
图5 姐妹刀功能
本试验的目的是利用所开发的超声骨刀和传BK断刀检测功能,首先是使用M140代码将每把刀的长度录入BK模块里,然后在后续的使用中,输入M141进行刀具的检测,将检测出来的长度数据与录入时的长度数据进行对比,如超出模块里的设定值会发出报警,机床停机,需要更换刀具[3]。此控制方式虽然在单机使用时比较适用,但涉及“8+16”黑灯工厂智能化模式就不能这样处理。晚上是无人化、智能化加工,一旦报警停机,就会影响整个计划。需要将FMS柔性生产线的特点与姐妹刀功能、BK断刀检测功能相结合,待检测刀具破损后,才能实现FMS柔性生产线的连续加工自适应。BK断刀检测装置如图6所示。

图6 BK断刀检测装置
5.1 修改换刀宏程序O9001
因为刀具寿命管理里确定当前使用组必须用M06,所以将梯图里换刀用M06替换成M76。换刀宏程序O9001如下所述。
#10=#4003
G91G40G49G80G53M09
IF[#1016EQ1]GOTO330
M19
G91G30Z0M47
G91G28X0
G91G30Y0
M76(之前是M06,换成M76)
M06(刀具寿命计数需要用到M06)
M48
N330G#10
M99
5.2 增加G48 .5线圈跳过功能
在断刀检测报警后,将A61 .4 线圈上并一个G48 .5线圈,出现刀具破损报警时,G48 .5线圈同时得电,得电后PMC通知CNC,表示当前使用的这组姐妹刀刀具已经破损,接下来的T代码指令将选择这一组姐妹刀中的下一把刀具[4,5]。新增G48 .5线圈如图7所示。
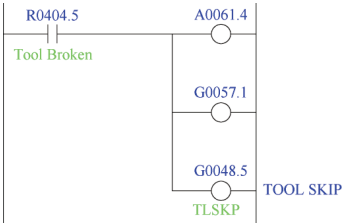
图7 新增G48 .5线圈
5.3 限制备刀后进行断刀检测
当断刀检测动作开始时,线圈R399.5得电,此时需在该线圈前面串联一个K1.0的常闭触点,当输入T代码时K1.0置位,不允许进行断刀检测,只有进行M76换刀或者运行M141调用宏程序里的M06时才能将K1 .0复位。其中M141中有IF GOTO语句,根据G57.0来判断,由于M141调用的宏程序中有T#999,也运行了T代码,因此需要用M06代码进行再次打断。新增K1.0触点如图8所示。
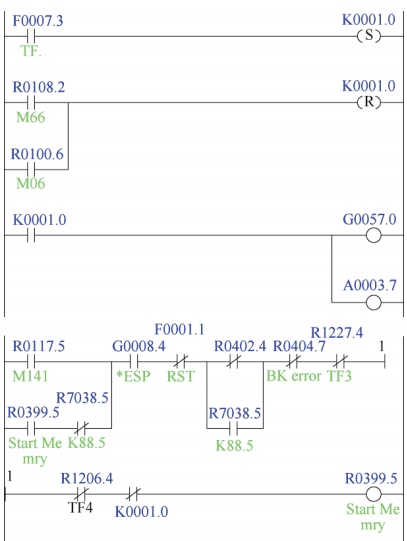
图8 新增K1 .0触点
添加M141宏程序O9009如下所述。
O9009
G53(防止程序预读)
IF[#1024EQ1]GOTO10(只输入T代码没有M06换刀,就会导通G57 .0 IF语句判断跳转到N10,限制备刀后进行断刀检测)
G53(防止预读)
T#999(在刀具寿命管理将下一组刀组号改为刀臂上的号)
M06(只作为在刀具寿命管理里将使用组确认为下一组的刀号)
N10M141(断刀检测功能M代码)
G4X2(由于断刀检测拍打以及处理需要时间,因此如果不加延时,那么主程序里无法正常跳转)
M99
5.4 修改加工程序
在加工程序中如果使用了断刀检测功能,则必须加入IF GOTO语句,否则将不会跳转。如果检测出刀具破损,A61 .4和G57 .1同时得电输出,#1025 =1,程序跳转到N50M164,加工程序结束后运行小车。新增G57.1线圈如图9所示。
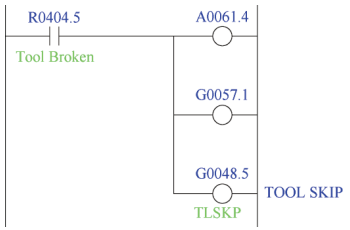
图9 新增G57 .1线圈
加工程序举例如下所述。
T1M06(第一段用第1组刀加工)
T3(备第3组的刀)
XXX(模拟加工程序)
M06(换上第3组的刀,换下第1组的刀)
M141(测量换下的刀)
G53(防止程序预读)
IF【#1025EQ1】GOTON50(如果检测出第1组刀具破损,那么直接跳转到N50,没有则继续运行)
G53(防止程序预读)
T5(备第5组刀)
XXX(模拟加工程序)
M06(换上第5组的刀,换下第3组的刀)
M141(测量换下的刀)
G53(防止程序预读)
IF【#1025EQ1】GOTON50(如果检测出第3组刀具破损,那么直接跳转到N50,没有则继续运行)
G53(防止程序预读)
T5(备第3组刀)
XXX(模拟加工程序)
N50 M164(和FMS柔性生产线相关的M代码)
M172(和FMS柔性生产线相关的M代码)
M30
5.5 修改与FMS柔性生产线相关的梯图
检测到刀具破损后,A61 .4会得电输出。如果A61.4不得电,执行加工主程序最后一句的M164指令时,将输出R 2 3 1 1 .2 线圈得电,ICC在收到R2311.2线圈的得电信号后,就判断加工程序正常结束。如果A61.4线圈得电,那么执行加工主程序最后一句的M164指令,将输出R2311 .3线圈得电,ICC在收到R2311.3线圈得电信号后,就判断加工程序异常结束。ICC会将此托盘标为异常托盘,然后再重新调用下一个托盘来进行加工。新增A61.4触点如图10所示。
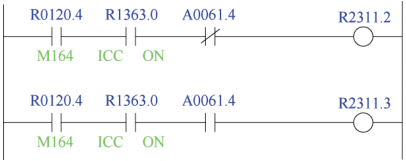
图10 新增A61 .4触点
在FMS柔性生产线的自动化生产过程中,刀具破损不仅影响当前工序,而且会中断后续加工流程,造成生产计划滞后与资源浪费。本文通过整合姐妹刀功能与BK断刀检测技术,提出了一套面向卧式加工中心的FMS柔性生产线自适应刀具管理方案。该方案通过对机床梯图、宏程序及加工程序的系统性修改,实现了刀具破损后的自动识别、备刀切换与加工任务连续执行,显著提升了生产系统的可靠性与智能化水平。实际应用表明,该方案有效解决了柔性制造中因刀具异常导致的生产线中断问题,解决了痛点问题,为客户实现黑灯工厂与无人化连续加工提供了可靠的技术支持,反馈良好,使FMS柔性生产线更加智能化。未来可进一步拓展至更多智能装备与工艺场景,为柔性制造的深度自动化与智能化发展提供有效借鉴。
参考文献:
[1] 付新辉,宋振波,李小军,等. FANUC数控系统刀具寿命管理的应用[J]. 商用汽车,2025(3):63-65.
[2] 刘宏岩,杨鑫,杨健,等. 断刀检测及刀具磨损自动补偿技术研究[J]. 现代制造技术与装备,2021,57(1):33-34.
[3] 王树春,李浩,王永峰. FMS技术与应用[J]. 中华民居,2011(7):94-95.
[4] 贾丽刚. FMS中刀具管理系统的研究及开发[D]. 昆明:昆明理工大学,2008.
[5] 刘义. 面向FMS的刀具管理系统的应用研究与开发[D]. 昆明:昆明理工大学,2007.
本文发表于《金属加工(冷加工)》2026年第3期70~73、78页,作者:宁波海天职业技能培训学校有限公司 张晖、石海亚、李旭东,原标题:《刀具破损检测在FMS柔性生产线中的自适应应用》。
-End-
☞来源:金属加工 ☞编辑:勾鑫彤 ☞校对:王倩 ☞审核人:韩景春 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范






