 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库没想到!这样优化竟大幅提升航空件加工质量
☞ 这是金属加工(mw1950pub)发布的第21946篇文章

编者按
航空A320机型不少关键零部件结构特殊、加工难度大,一直是精密制造中的重点难点。本文以该机型典型核心零件为研究载体,结合其全新结构特征与实际加工痛点,从刀具选型、工装夹具设计、加工路径排布等多个维度全面开展工艺优化,梳理梳理出全新加工思路。经现场工艺试验实测验证,优化后的加工方式能够有效改善加工状态,稳步提升零部件整体加工品质与成型精度。
01
序 言
飞机零部件的加工质量直接影响飞行安全与性能。空中客车A320系列飞机作为全球广泛应用的客机,其零部件的制造工艺要求极为严格。近年来,随着航空产品结构设计向轻量化、高精度方向发展,传统加工方式在加工能力、精度和效率等方面都面临着挑战。A320产品某些零件因其新型结构、高精度等特征而成为加工难点,制约产品的交付。研究适用于新型航空零件的先进加工工艺具有重要的应用价值。
02
零件加工流程及结构特点
A320产品某零件外形如图1所示,零件材料为航空15-5PH高强度钢,抗拉强度为1240MPa。零件加工流程为:备料→粗车→热处理→精车→卧式加工中心加工→插齿→压齿→去毛刺→检验→表面处理。
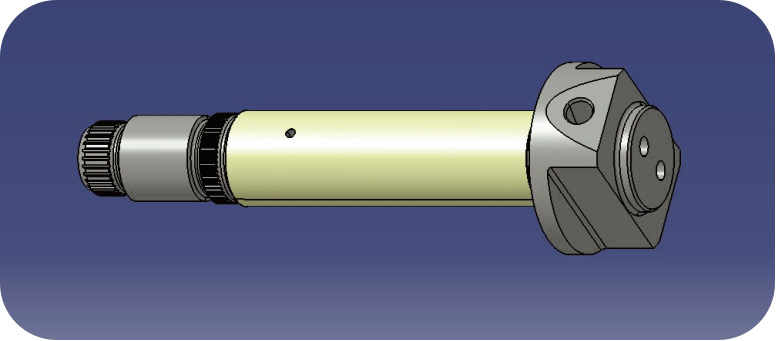
图1 A320产品某零件外形
零件的结构特点相比传统销类零件,增加了以下几处新型结构和加工要求。
1)SHUR-LOK花键结构,是美国Shur-Lok公司的专利结构,其所用刀具也是该公司的专利刀具,主要针对普通紧固件无法满足的特定需求。零件此处加工内容是先加工M17.907×0.6-5h6h的非标细牙螺纹,然后在该螺纹上进行压齿,齿数55个,最终形成SHUR-LOK花键。同时,该花键上镀锌-镍,厚度10~15μm,加工时应进行尺寸偏移。
2)圆柱直齿渐开线花键结构公称直径15mm,齿数28个,模数0.5mm,小径13.8 mm。花键上镀锌-镍,厚度10~15μm,加工时应进行尺寸偏移,偏移后小径公差仅0.033mm,要求严苛,经咨询格里森公司(Gleason Corporation),0.033mm的小径公差无法通过普通插齿刀或滚齿刀来保证[1]。
mm。花键上镀锌-镍,厚度10~15μm,加工时应进行尺寸偏移,偏移后小径公差仅0.033mm,要求严苛,经咨询格里森公司(Gleason Corporation),0.033mm的小径公差无法通过普通插齿刀或滚齿刀来保证[1]。
3)两处中3.97 mm堵杯孔,角度45
mm堵杯孔,角度45 ,圆柱度0.008mm,要求表面粗糙度值Ra为0.8~1.6μm。堵杯孔常见表面粗糙度值Ra为0.4μm、0.8μm以及0.4~0.8μm等,而产品图样首次要求Ra为0.8~1.6μm,根据以往加工经验,该表面粗糙度的堵杯孔不易加工[2]。
,圆柱度0.008mm,要求表面粗糙度值Ra为0.8~1.6μm。堵杯孔常见表面粗糙度值Ra为0.4μm、0.8μm以及0.4~0.8μm等,而产品图样首次要求Ra为0.8~1.6μm,根据以往加工经验,该表面粗糙度的堵杯孔不易加工[2]。
03
加工难点分析
(1)SHUR-LOK花键齿加工 参考规范查得齿高≥0.19mm,同时不能存在缺齿、烂齿的情况。首次加工采购Shur-Lok公司专用刀具(刀具号:SL90402-55),同时制作专用工装,一端固定刀具,一端连接车削加工中心刀柄,然后在车削加工中心上进行插齿。车削加工中心插齿工装如图2所示,SHUR-LOK专用刀片固定如图3所示。经过插齿试验,发现机床与刀柄配合的平面的平面度较大,刀具装夹不正,导致插齿不均匀,花键环规也无法通过[3],需要更换其他加工方式来进行齿加工。

图2 车削加工中心插齿工装
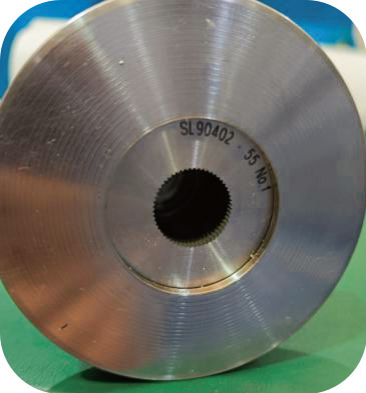
图3 SHUR-LOK专用刀片固定
SHUR-LOK花键螺纹加工,参考规范查得镀锌-镍前螺纹大径17.835~17.875mm,公差仅0.04mm,由于在0.6mm螺距的螺纹上压完齿后,齿尖非常小,首次去毛刺时,使用百洁布轻轻抛光就会造成大径超差,因此应选择合适的去毛刺方式,既能满足去毛刺要求,又不影响大径尺寸。
(2)圆柱直齿渐开线花键齿加工 零件花键小径镀锌-镍前尺寸φ13.77 mm,公差太小,无法通过插齿刀或滚齿刀加工来保证,经过查找国外资料和刀具厂家,可以采用单齿插齿的方式进行加工。
mm,公差太小,无法通过插齿刀或滚齿刀加工来保证,经过查找国外资料和刀具厂家,可以采用单齿插齿的方式进行加工。
(3)堵杯孔加工 由于两处中3.97 mm堵杯孔要求表面粗糙度值Ra为0.8~1.6μm。首次加工定制专用扩孔钻和铰刀,经过多次加工试验,表面粗糙度值Ra实测最大为0.46μm,无法满足要求。因此,铰刀想要保证表面粗糙度值Ra为0.8~1.6μm比较困难,只能采用铣孔或镗孔的方式来解决[4]。
mm堵杯孔要求表面粗糙度值Ra为0.8~1.6μm。首次加工定制专用扩孔钻和铰刀,经过多次加工试验,表面粗糙度值Ra实测最大为0.46μm,无法满足要求。因此,铰刀想要保证表面粗糙度值Ra为0.8~1.6μm比较困难,只能采用铣孔或镗孔的方式来解决[4]。
零件后续要进行外圆镀铬和磨削,两端需要顶尖孔,造成右端需要增加附加工艺凸台,则堵杯孔深度增至15.5mm,无法进行铰削或铣削。经过对整体工艺方案进行分析,可以以右端凸台平面和左端中心孔为基准定位进行镀铬后磨削,这样就可以先去除附加工艺凸台,再加工堵杯孔。
04
解决方案
4.1 SHUR-LOK花键齿加工
由于考虑到SHUR-LOK花键齿不能在机床上加工,因此只能选择采用压齿的方式加工[5]。首先设计专用工装,工装上端夹持刀具并固定,中间内孔与基准外圆配合,以外圆为引导进行压齿,工装根据零件结构设计压齿行程限位。然后使用压板和螺钉将自定心卡盘固定在压力机上,用三爪夹持零件外圆,再装上压齿工装,最后调整压力机参数进行压齿。SHUR-LOK花键压齿如图4所示。

图4 SHUR-LOK花键压齿
SHUR-LOK花键首次去毛刺时,使用红色细软布抛光,结果由于齿尖太小,导致大径尺寸超差。解决措施是压完齿后进行清洗,使用高压气枪去除大部分毛刺,最后剩余末扣少部分毛刺使用刀片轻轻刮除。加工完成后,使用环规测量(见图5)。

图5 使用环规测量
SHUR-LOK花键要求测量4处齿高h≥0.19mm,投影仪光透不上来,无法测量。解决措施是利用磨尖的钻头作为测头,配合高度仪进行测量。尖头测针分别测量齿顶和相邻齿槽,间接测量出齿高。齿高测量如图6所示。选取32个均布位置测量,结果都在0.3mm左右,测量数据稳定并全部合格。

a)操作方法

b)细节展示
图6 齿高测量
4.2 圆柱直齿渐开线花键齿加工
15mm×28mm×0.5mm圆柱直齿渐开线花键加工用的刀具和刀杆是从西班牙EVEC公司定制的,在车削加工中心上插齿(见图7)。由于是单齿加工,刀具强度较低,加之零件硬度偏高,插齿后小径表面存在刀纹(见图8),并且加工效率较低,加工1件零件需要70min左右。

图7 在车削加工中心上插齿

图8 插齿表面刀纹

图9 工艺改进后的插齿表面质量
经分析原因可能是切削参数不合适,原来进给速度vf=400mm/min,单层吃刀量a=0.02mm,经过多次试验,最终确定最佳参数为vf=4000mm/min,a=0.005mm,采用降低吃刀量、提高进给速度的方法解决了刀纹问题;同时,加工时间由70min缩短至28min,效率提升了60%。工艺改进后的插齿表面质量如图9所示。
4.3 堵杯孔加工
为了解决φ3.97 mm、15.5mm长的堵杯孔无法进行铰削或铣削的问题,增加去除附加工艺凸台工序,将卧式加工中心调至去除附加工艺凸台之后,以卧式加工中心铣削的凸台平面和左端中心孔为基准定位进行镀铬后磨削,调整后的加工流程为:备料→粗车→热处理→精车→插齿→压齿→去除附加工艺凸台→卧式加工中心加工→去毛刺→检验→表面处理。应确保外圆与凸台平面具有良好的对称度,需要增加外圆对凸台平面和顶尖的全跳动为0.025mm的要求。
mm、15.5mm长的堵杯孔无法进行铰削或铣削的问题,增加去除附加工艺凸台工序,将卧式加工中心调至去除附加工艺凸台之后,以卧式加工中心铣削的凸台平面和左端中心孔为基准定位进行镀铬后磨削,调整后的加工流程为:备料→粗车→热处理→精车→插齿→压齿→去除附加工艺凸台→卧式加工中心加工→去毛刺→检验→表面处理。应确保外圆与凸台平面具有良好的对称度,需要增加外圆对凸台平面和顶尖的全跳动为0.025mm的要求。
将卧式加工中心加工工序调整至去除附加工艺凸台后进行,堵杯孔长度只剩6.5mm,经过φ2mm铣刀加工试验,实测表面粗糙度值Ra为0.20~0.38μm,无法达到Ra为0.8~1.6μm的要求,只能考虑镗刀加工。首先使用扩孔钻扩孔至φ3.8mm,再用φ2mm铣刀带倒角铣削至φ3.94mm,单边留0.02mm余量开始镗削,经过试验后,最终以最优参数(主轴转速n=1000r/min、vf=50mm/min)加工出合格零件。为保证全跳动为0.025mm,制作专用工装,与外圆贴合一致,同时将径向孔露出来,加工后全跳动全部合格。卧式加工中心装夹如图10所示。
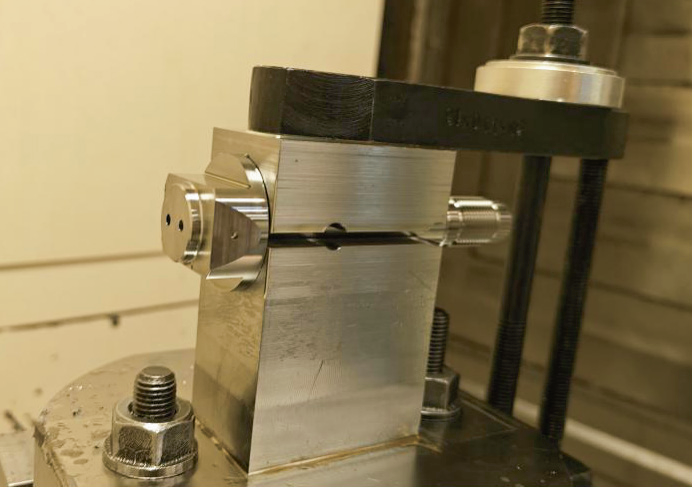
图10 卧式加工中心装夹
05
结束语
本文针对航空A320产品某关键零件的新型结构加工进行工艺研究,通过理论分析,工艺流程优化,刀具、量具和夹具设计以及工艺试验等方式探索新的加工方案。其中SHUR-LOK花键结构加工、高精度圆柱直齿渐开线花键单齿加工以及表面粗糙度值Ra为0.8~1.6μm的堵杯孔加工方案都具有创新性,有效解决了零件交付难题。本研究形成的工艺方案已经过生产交付验证,可为新型航空零件的加工提供参考。
[1] 钱永辉,毛芳芳,张朝国. 浅谈齿轮制造业的问题以及发展趋势[J]. 内燃机与配件,2021(10):190-191.
[2] 安岩,贾真开,黄万鹏,等. 航空复杂壳体高精度孔系精密加工技术[J]. 航空精密制造技术,2019,55(4):40-42.
[3] 章宗城. 插齿刀与插齿工艺存在的问题与对策[J]. 金属加工(冷加工),2016(12):59-61.
[4] 张海鹏,江鹏,谢石林,等. 高精度孔面加工的工艺参数优化与表面质量分析[J]. 中国机械,2025
(28):46-48,52.
[5] 翟增林. 同步器倒锥齿加工工艺分析[J]. 机械管理开发,2017,32(11):19-20,24.
本文发表于《金属加工(冷加工)》2026年第4期49~52页,作者:航空工业庆安集团有限公司19厂 李英鹏,左昱,张宁盾,李鹏晨,刘壮壮,赵晓琦,原标题:《航空A320零件新型结构加工工艺》。
☞来源:金属加工 ☞编辑:王佳慧 ☞责任校对:徐裴裴 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





