 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库薄壁件一加工就变形?这套7075铝合金控形方案太稳了


☞ 这是金属加工(mw1950pub)发布的第21981篇文章

编者按
针对弱刚性铝合金薄壁件的加工变形进行原因分析,制定工艺方案。通过创新装夹方法、制作分体式支撑工装以及优化加工刀路等工艺改进措施,有效解决了零件加工过程中的变形难题。

随着公司的发展,产品种类越来越丰富,加工精度要求也越来越高。在以往的加工中,大型结构件的尺寸公差和几何公差一般要求为±0.05mm,近年来公司承接的结构件的尺寸公差基本要求为±0.03mm。针对弱刚性铝合金薄壁件的加工,从工艺方案、装夹方式和刀路规划三方面着手进行改进[1],可有效控制零件的变形。
弱刚性铝合金薄壁件如图1所示,材料为7075铝合金,零件长度为282mm,宽度为175.5mm,主体厚度为31mm,加工成形后零件最薄壁厚为2mm,两支撑腿间距尺寸公差为±0.03mm,安装面的尺寸公差为±0.03mm。由于零件的材料去除率达95%以上,零件两支撑腿之间处于开口状态,因此该零件属于典型的弱刚性薄壁件,零件的加工难点就在于两支撑腿的变形控制,根据公差要求,该零件加工后的变形量必须控制在0.05mm以内,零件一旦变形,所有关键尺寸都将超差,导致零件报废。
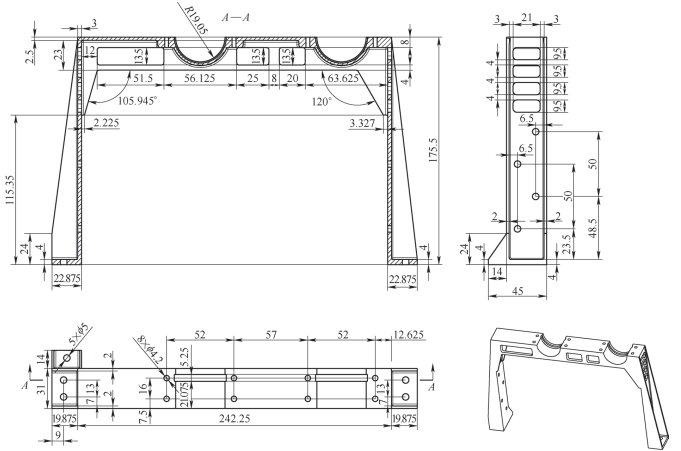
图1 弱刚性铝合金薄壁件
针对加工难点,从以下几个方面进行分析。
(1)工艺要求 按照以往的加工经验,对零件进行3次过程时效处理。第1次均匀开粗,留余量3mm进行时效处理;第2次均匀开粗,留余量2mm进行时效处理;第3次均匀开粗,留余量1mm进行时效处理。
(2)装夹方式 根据零件结构形式,应做到以下几点:①装夹时,零件不能受外力。如果受外力固定装夹,那么一旦装夹力撤掉,零件就会发生回弹变形。②零件装夹接触面积必须足够大,特别是两支撑腿处。③零件装夹必须满足基准统一的原则。由于零件所有面都需要进行加工,需要多次装夹,因此必须设定好统一的基准。
(3)刀具路径规划 合理的刀具路径可以显著降低零件加工过程中所受的切削力。
4.1 释放内部应力
加工过程中以特殊工艺要求为准进行3次时效处理[2],充分释放零件材料内应力,需要注意的是在第2次和第3次开粗时,要对零件装夹受力情况进行控制,利用扭矩扳手,控制零件装夹力<15N。
4.2 创新装夹方法
精加工时,以图2所示红色面为安装定位面,利用302胶水将工件固定在工装板上(见图3)。根据零件的外形角度,在工装板上设定同样角度、高度为1mm的V形限位台(见图3黄色部分),可有效限制工件的5个自由度,实现有效定位。装夹时使工件左右两斜边与工装上的V形限位台贴紧,之后在工件与工装接触边缘涂抹302胶水进行固定,装夹完成后,将零件外形尺寸及方形空腔加工至达到设计要求。
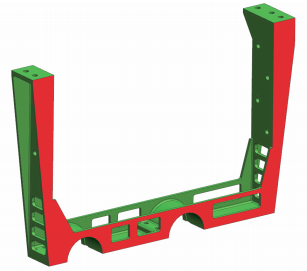
图2 安装定位面示意
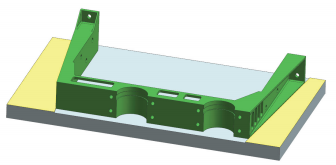
图3 工件固定在工装板上
以同样的方式翻面装夹,加工零件的反面,保证总厚度尺寸。这样工件的6个面已全部加工完成,只剩下内腔未加工,这时要进行第3次装夹,为保证零件装夹有足够的强度,需要设计工装,确保最大装夹接触面积。
4.3 制作专用工装
由于零件尺寸大,如果内腔加工工装制作成一体式,则会浪费大量的工装材料,因此考虑制作成分体式。内腔加工工装如图4所示,由工装件1、工装件2和工装件3组成。由于零件的外形尺寸已经加工到量,因此按照零件外形单边扩大0.06~0.10mm来加工工装,保证零件能够顺利放入,两侧面和底面贴紧工装面。零件放入工装后,先用适当重的物品压紧零件,再用302胶水进行粘接。零件弱强度孔如图5所示,孔1和孔2处是该零件最容易变形的地方,需要对这两处增加强度。待302胶水凝固后,可以将金刚泥或防火泥塞入孔1和孔2中,假如没有这些物品,也可将浸水卷紧的湿毛巾塞入,这样既能增加零件的强度,又能防止在加工过程中产生共振[3]。
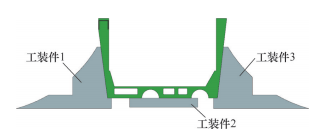
图4 内腔加工工装
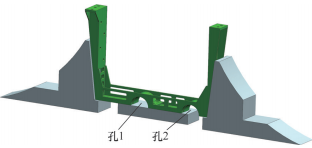
图5 零件弱强度孔
4.4 优化加工刀路
内腔整体加工刀路如图6所示,内腔加工刀路局部放大如图7所示。首先加工刀路要沿着零件的长度方向做往复运动,避免横向移动,始终保持加工切削力在一个方向上;其次要减少刀路中的拐角,从而避免切削过程中瞬时力增大,可保证切削力全过程均匀[4]。利用五轴联动机床加工,通过缩短加工刀具悬伸长度,可以有效提升刀具强度和加工效率,保证加工质量[5]。
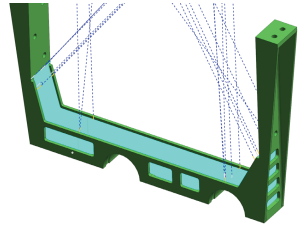
图6 内腔整体加工刀路
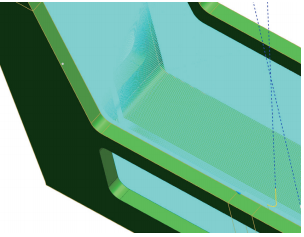
图7 内腔加工刀路局部放大
采用以上改进措施后,零件的加工效果如图8所示。对该批次零件进行三坐标全尺寸检测,所有尺寸全部合格,零件变形量可控制在0.03mm以内。
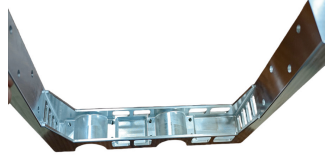
图8 零件的加工效果
随着航天器向轻量化、集成化方向发展,薄壁件、弱刚性零件越来越多,如何控制其加工变形显得尤为重要。本文对弱刚性铝合金薄壁件的加工过程进行综合分析,从工艺方案、装夹方式和刀路规划等方面进行全面优化,设计制作分体式支撑工装,有效控制了零件的加工变形,提升了产品加工质量和效率。
参考文献:
[1] 田培棠,石晓辉,米林. 夹具结构设计手册[M]. 北京:国防工业出版社,2011.
[2] 王春华,张涛,尹红霞,等. 时效处理对7075铝合金组织与性能的影响[J]. 金属热处理,2017(9):87-90.
[3] 许发樾. 实用模具设计与制造手册[M]. 北京:机械工业出版社,2001.
[4] 魏杰. 数控技术及其应用[M]. 北京:机械工业出版社,2014.
[5] 王睿鹏. 现代数控机床编程与操作[M]. 北京:机械工业出版社,2014.
本文发表于《金属加工(冷加工)》2026年第5期29~31页,作者:河南航天液压气动技术有限公司 巩海超,付静,韩华伟,张凯,原标题:《弱刚性铝合金薄壁件变形控制方案》。
-End-
☞来源:金属加工 ☞责任编辑:徐裴裴 ☞校对:王佳慧 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范





