 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库武汉兴弘光电:赋能汽车制造,智能激光焊接技术全解

在新能源汽车与高端乘用车制造升级浪潮下,车身、电池包、电机电控、底盘热管理等核心部件,已全面普及激光焊接工艺。激光焊接头作为光路传输、光束聚焦整形、工艺防护的核心光学终端,直接决定焊缝成型质量、生产稳定性与良品率。
伴随铝合金、高强钢、铜铝异种材料、超薄板材在汽车领域大规模应用,行业对激光光束质量、焦点稳定性、热输入控制、气孔与飞溅抑制提出更高标准。本文立足汽车全场景应用,系统梳理工艺痛点难点,解析前沿焊接头核心技术、国产化突破成果及未来行业发展趋势。
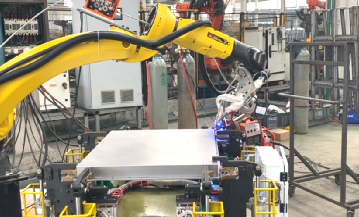
大货车电池箱激光焊接场景案例
一、汽车激光焊接主要应用场景
当前汽车制造中激光焊接的应用已覆盖以下典型场景:
应用 领域 | 具体 部件 | 材料 | 焊缝 形式 | 核心 工艺要求 |
白车身 | 顶盖、侧围、车门 | 镀锌钢板、高强钢 | 长直缝、曲线缝 | 外观无飞溅、热变形小 |
座椅骨架 | 管管搭接、调角器 | 高强钢管材 | 环缝、角焊缝 | 熔深一致、无烧穿 |
电池包 | 托盘密封、模组连接 | 铝合金、铜铝复合 | 密封缝、搭接焊 | 气密性、导电性 |
电机壳体 | 定子叠片、水套密封 | 硅钢片、铝合金 | 叠焊、环缝 | 层间熔合、无气孔 |
电控模块 | IGBT散热基板 | 铜、铝 | 密封焊 | 热应力控制 |
底盘件 | 副车架、控制臂 | 铝合金、高强钢 | 深熔焊 | 疲劳强度 |
热管理 | 液冷板、管路 | 铝合金、不锈钢 | 薄板密封焊 | 微通道保护 |
排气系统 | 催化器壳体 | 不锈钢 | 薄壁圆周焊 | 耐热疲劳 |
车轮 | 轮辋-轮辐连接 | 钢、铝合金 | 环形焊缝 | 冲击韧性 |
纵观全场景共性痛点:汽车用材普遍对热输入高度敏感,焊缝一致性、密封性、结构强度要求严苛,且多为三维曲线、长距离连续焊接形态,倒逼激光焊接头必须具备高精度光束调控、强热稳定、自适应工艺适配能力。
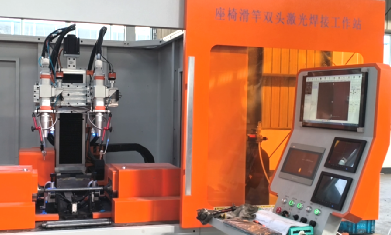 客车座椅滑竿双头激光焊接场景案例
客车座椅滑竿双头激光焊接场景案例
二、焊接头技术在汽车应用中的难点
铝合金高反特性,气孔缺陷难以管控
铝合金对近红外激光的初始吸收率较低,约5%-10%,在焊接过程中匙孔不稳定易导致气孔生成,这是行业长期难以根治的工艺通病。
长焊缝连续作业,热漂移引发工艺失稳
在数米级长焊缝连续焊接过程中,焊接头内部镜片因吸收部分激光能量而产生温升,导致热透镜效应——焦点位置随温度漂移,直接导致熔深衰减和焊缝不一致。
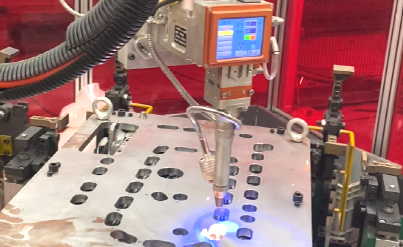
 某知名国产品牌纯电动汽车电池底盘架激光焊接场景案例
某知名国产品牌纯电动汽车电池底盘架激光焊接场景案例
铜铝异种焊接,接头强度瓶颈突出
铜铝激光焊的关键问题是生成脆性金属间化合物,厚度超10μm会大幅降低接头强度。
薄板热输入窗口窄,极易烧穿塌陷
座椅骨架、液冷板等部件厚度常在0.6-1.5mm区间,热输入窗口极窄。传统连续激光焊即使功率较低,也易因热积累导致熔池下塌或烧穿,良品率难以保证。
环形焊缝分段焊接,疲劳裂纹隐患大
车轮、管接头等环形焊缝若采用分段焊接,起弧和收弧处必然存在接痕,该位置因几何不连续成为疲劳裂纹的优先萌生点,影响整车使用寿命与安全性能。
 汽车座椅靠背激光焊接场景案例
汽车座椅靠背激光焊接场景案例
三、焊接头前沿技术与国产化实践
在激光核心部件国产化替代浪潮中,武汉兴弘光电是值得关注的代表企业之一。该公司成立于2016年,位于武汉·中国光谷,专注于激光焊接头的研发与制造,产品覆盖摆动焊接头、高功率焊接头、环芯三维动态可调焊接头、推拉丝旋转焊接头等全系列品类,全面适配汽车制造全工况需求。
环芯三维动态可调技术
兴弘光电的XH-ABMPR环芯三维动态可调技术,将激光分为中心光斑+环形光斑,双光路独立可控模式,中心负责深熔焊保证熔深,环形负责预热和后热稳定熔池;针对铜铝等高反材料,可极大抑制焊接产生的飞溅和气孔。该技术可独立调控环芯功率、光斑尺寸、中心摆动、焦点位置及同波长纤芯组合;可根据板厚调节环芯能量比:薄板或搭接焊提高环光斑占比降低热输入,厚板提高中心占比增强穿透力,各种材料焊接游刃有余,且能够通过各种焊缝质量测试。

智能图形摆动焊接技术
摆动焊接头通过振镜或楔形镜使光斑沿焊缝横向往复扫描,可有效应对装配间隙波动,同时通过搅拌熔池促进气孔溢出。常见的摆动轨迹包括圆形、方形、三角形、8字形、螺旋形等12种形态,不同轨迹适用于不同焊缝形态。
高功率承载+智能温控技术
兴弘光电的高功率焊接头支持12-60kW功率承载,适用于电池托盘、副车架等厚壁部件。其推拉丝360°旋转焊接头可应用于车轮、管接头等环形焊缝场景,实现了无拼接接头的连续圆周焊接。
高功率连续焊接工况下,焊接头的热管理能力直接影响工艺稳定性。当前技术可通过循环水带走镜片吸收的热量,降低温升速率;并安装多点温度传感,在关键镜片处布置热电偶,实时监测温度和报警。
同轴送丝+360°旋转焊接技术
针对需填丝补强的特殊焊缝,同轴送丝焊接头实现焊丝与激光光斑精准同轴,彻底规避传统旁轴送丝的角度局限性; 推拉丝 360° 无限旋转焊接头,专门解决车轮、管接头环形焊缝痛点,实现无断点连续圆周焊接,搭配推拉丝机构保障低速、高速工况下送丝平稳,彻底消除分段焊接接痕与疲劳隐患。
四、行业趋势与展望
高功率、高精度方向
过去十年,激光器功率从1kW快速攀升至60kW以上,单纯提升功率并不能解决铝合金气孔、异种材料裂纹等根本问题。行业正在形成共识:焊接头的光束调控能力与热稳定性,正成为决定焊接质量的关键变量。
工艺数据库与智能自适应
通过在焊接头中集成温度、焦点位置、同轴监测等传感器,根据温度信号驱动调焦机构,实时补偿热漂移。并结合工艺数据库与闭环控制算法,可实现参数的自适应调整,降低对操作人员经验的依赖。
高端领域国产化的进展与空间
据产业调研,国产焊接头在中低功率领域已基本实现替代,但在高功率(6kW以上)、环芯三维动态可调、同轴送丝等高端领域,国产化率仍有较大提升空间。以环芯三维动态可调焊接头为例,此前长期由国外品牌主导的环芯可调技术,近年国内企业武汉兴弘光电已实现技术突破。
激光焊接在汽车制造中的应用已从“能不能焊”进入“焊得多好”的阶段。兴弘光电专注于焊接头对具体工况的工艺适配能力。其环芯三维动态可调、平台振镜、图形摆动、匀化光斑、推拉丝360°旋转、场镜扫描、超高功率焊接头——覆盖汽车制造中你能想到的几乎所有焊接场景。其技术路线体现了国内激光核心部件企业从“功能实现”向“性能优化”转型的趋势。
焊接头技术的每一次进步,都在拓展激光焊接的工艺边界。我们期待更多国内国际企业在该领域持续深耕,共同推动智能激光焊接技术在汽车制造行业的应用与升级。
来源:兴弘光电

激光·视讯
推荐·阅读





免责声明:凡本公众号注明来源非本公众号的作品和图片,均转载自其它媒体,目的在于传递和分享更多信息,并不代表本媒赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。





