 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库生物反应器放大技术及关键策略
发布时间:2026-04-15来源:国家新材料产业资源共享
在食品工业中,生物反应器的成功放大是实现高效、经济生产的关键。无论是高价值的酶、色素,还是低价值的有机酸、大宗产品,其工业化生产都依赖于从实验室规模(1-15L)到中试规模(50-500L),最终到工业规模(5-200 m³)的稳定过渡。本文将基于《Scale-up Technology of Bioreactors》的核心内容,梳理生物反应器放大的原理、策略与实践要点。
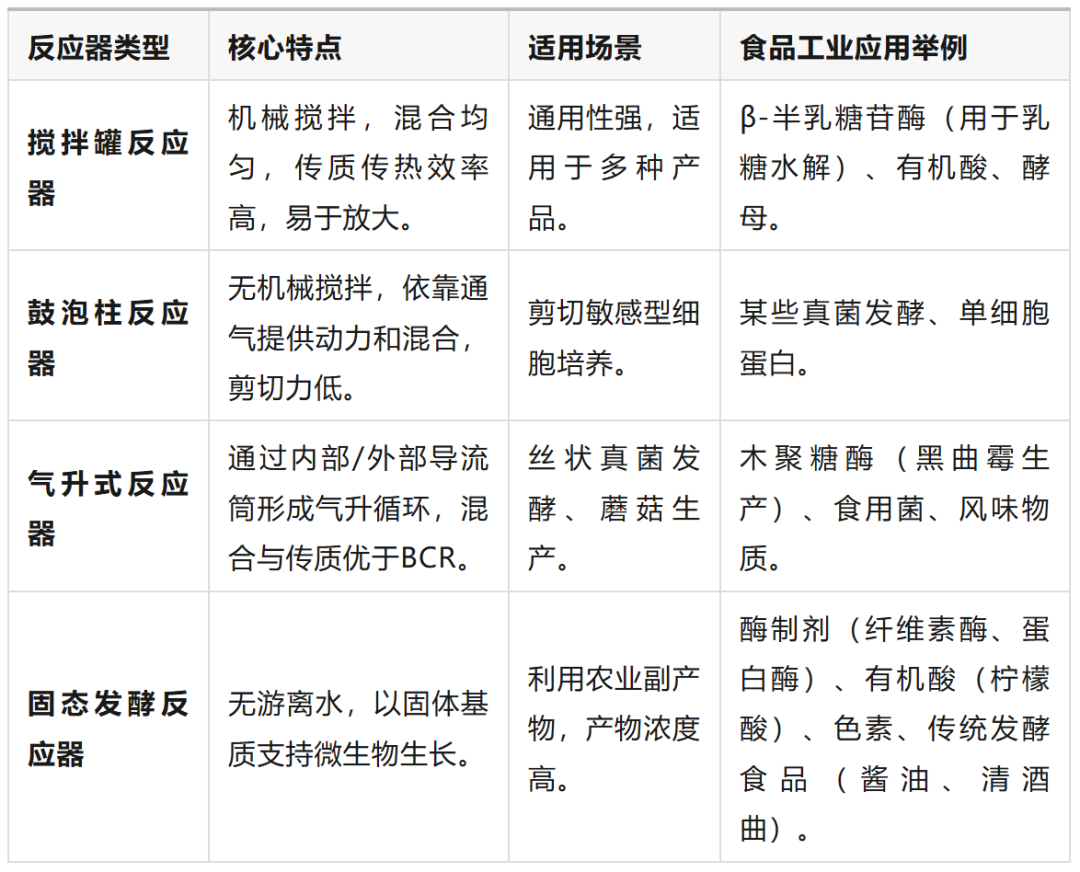
图:主流反应器类型及特点
放大的核心是选择一个或多个关键参数,在规模变化时保持恒定,以维持相似的生物过程环境。选择取决于具体工艺的限速步骤。
| 放大准则 | 核心思想 | 优点 | 缺点/注意事项 |
|---|---|---|---|
| 单位体积功率输入 (P/V) | |||
| 体积氧传质系数 (KLa) | |||
| 搅拌桨叶尖速度 (Vtip) | |||
| 混合时间 (tm) | |||
| 雷诺数 (NRe) |
重要提示:通常无法同时保持所有参数恒定。例如,保持 P/V 恒定可能导致叶尖速度大幅增加,损伤细胞;而保持 Vtip 恒定又可能导致 P/V 过低,混合不足。因此,需根据工艺敏感性和经济性权衡选择,有时需组合使用多个准则。
参考文献:
1. Scale-Up Technology of Bioreactors (Bioreactor Technology in Food Processing, Chapter 6)
转载说明:本文系转载内容,版权归原作者及原出处所有。转载目的在于传递更多行业信息,文章观点仅代表原作者本人,与本平台立场无关。若涉及作品版权问题,请原作者或相关权利人及时与本平台联系,我们将在第一时间核实后移除相关内容。





