 五度妙笔
五度妙笔 企业透视镜
企业透视镜 API商城
API商城
 数据库
数据库精品东方丨一根燃机转子的“修炼手册”

在“十五五”新征程上,以精湛的技术、精致的产品、精心的服务、精益的管理打造精品集团,是东方电气集团更好服务党和国家工作大局,服务经济社会高质量发展,服务保障和改善民生,为中国式现代化建设贡献更大力量的使命担当和实现路径。我们推出《精品东方》专题,解码东方电气集团“一核两翼”产业布局中“大国重器”的质造之道。第二期请看《一根燃机转子的“修炼手册”》。

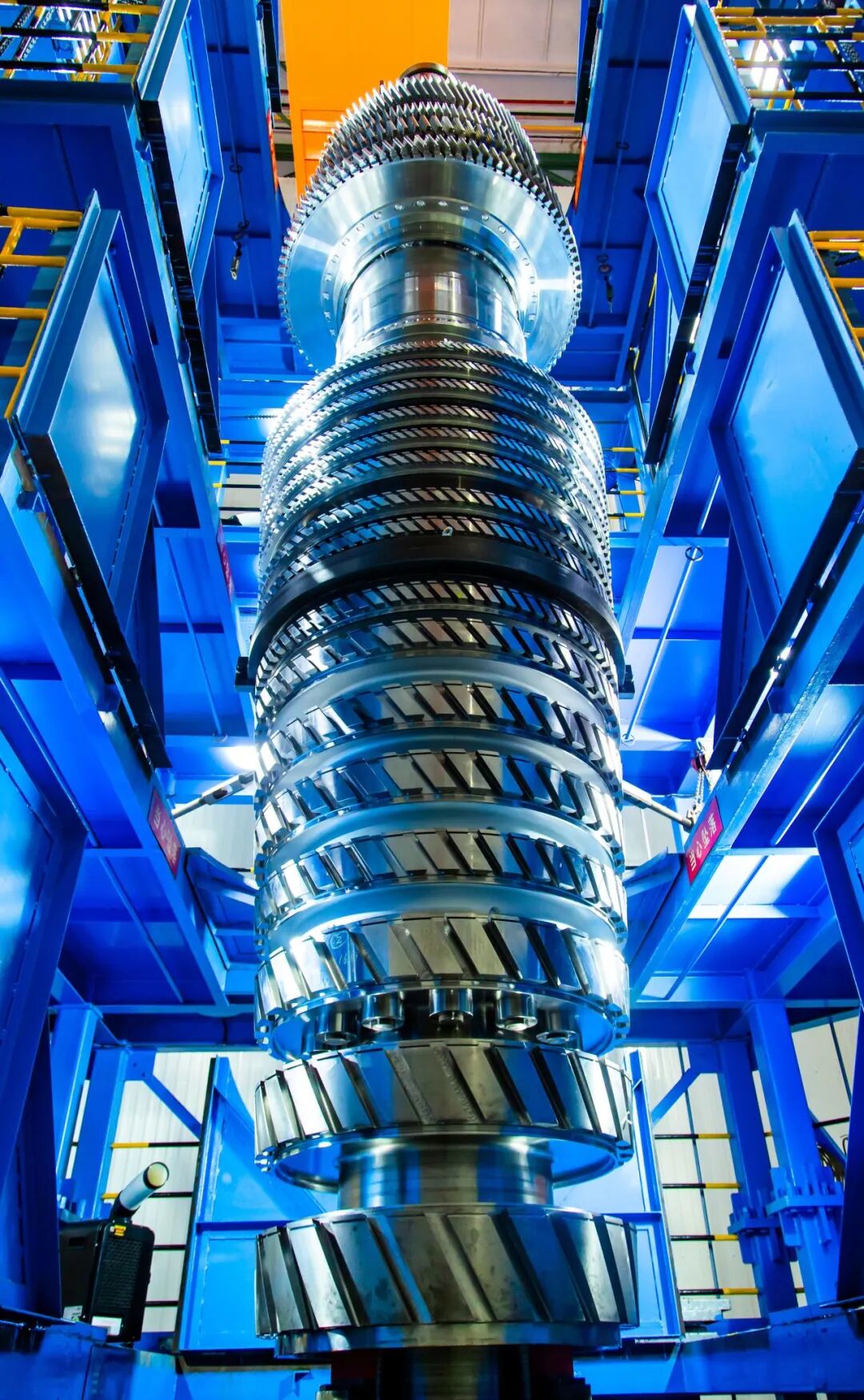
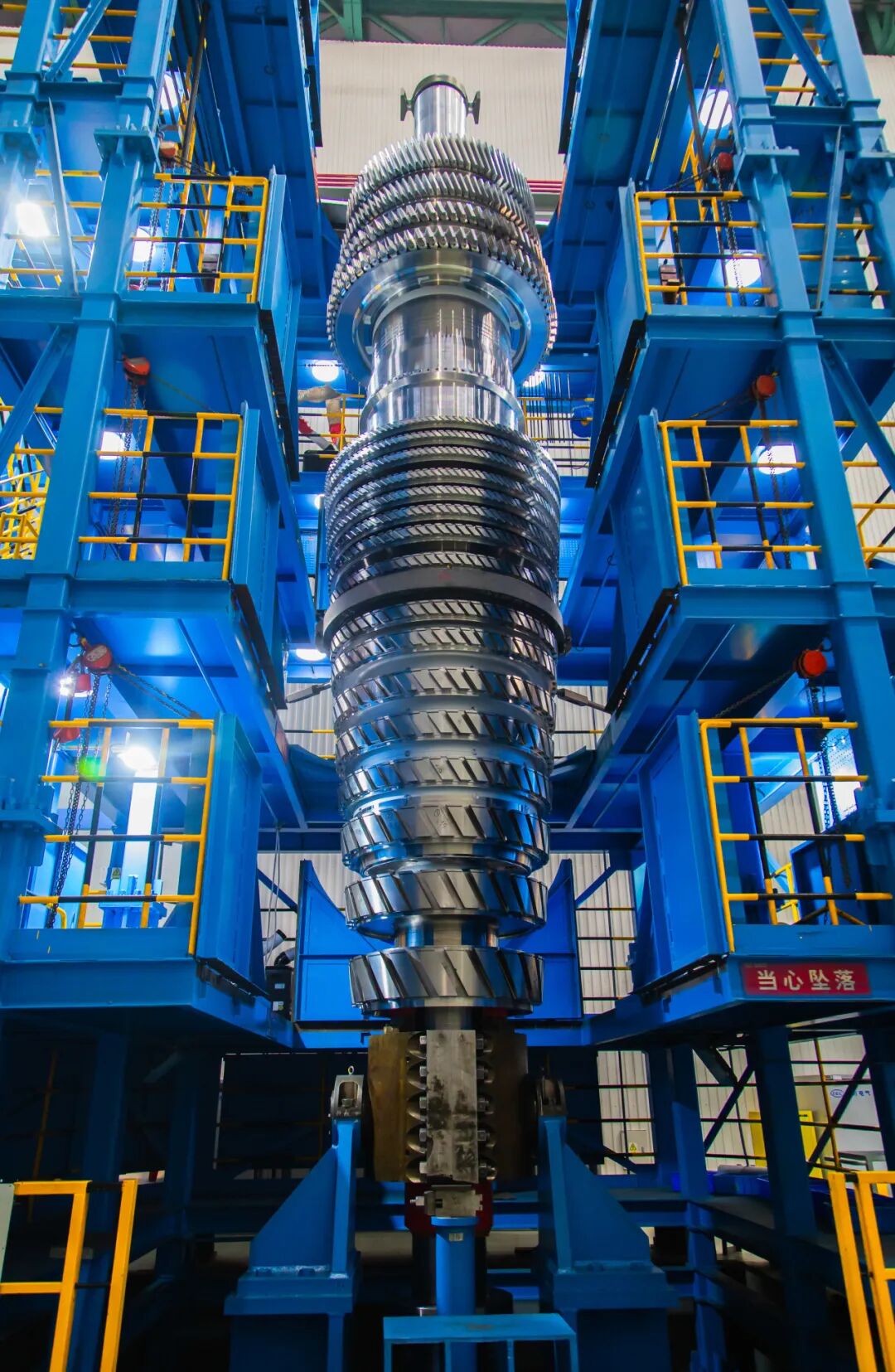
在东方电气的制造车间里,一根根燃机转子正完成从冰冷的毛坯到机组“最强心脏”的华丽蜕变。
12.5米的总长、21片轮盘、最核心一组12根拉杆每根要承受500吨拉力;叠装后整体跳动误差不能超过0.08毫米——相当于10公里公路的高低点落差不超过5厘米。
一旦跳动超差,转子将面临解体修配,额外增加近20天的返修周期。东方电气已实现近60根燃机转子零解体。
“零解体”这三个字背后,有着多少不为人知的千锤百炼?
今天,带你沉浸式围观,一根燃机转子的“修炼之路”。
毛坯的第一次 “硬核体检”

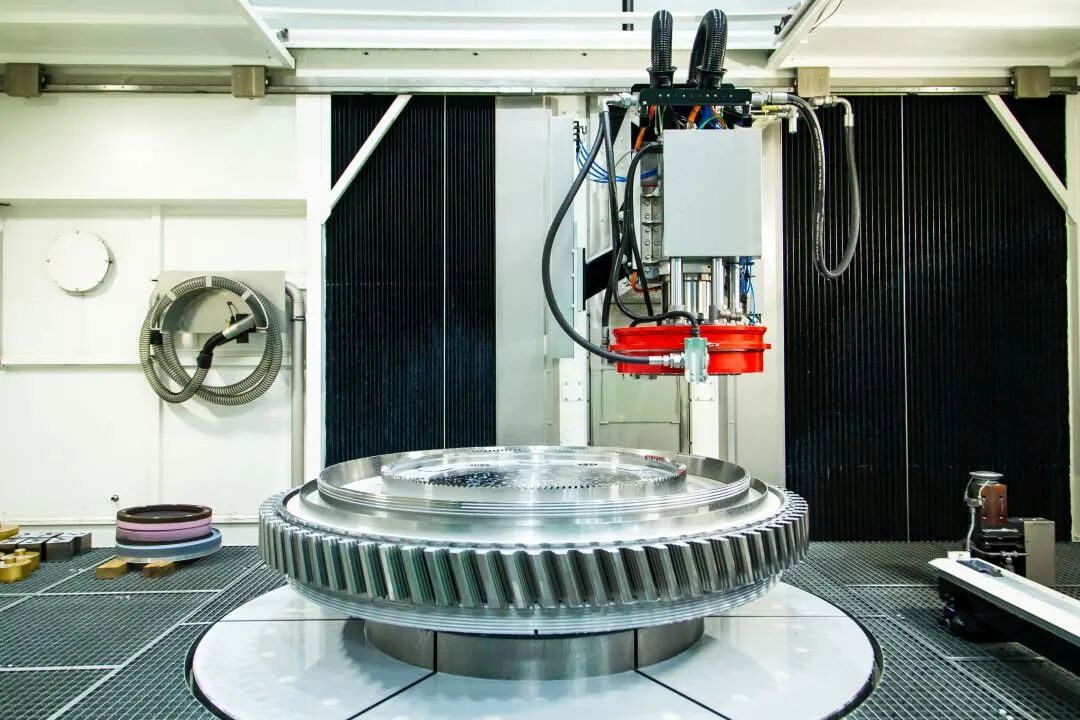
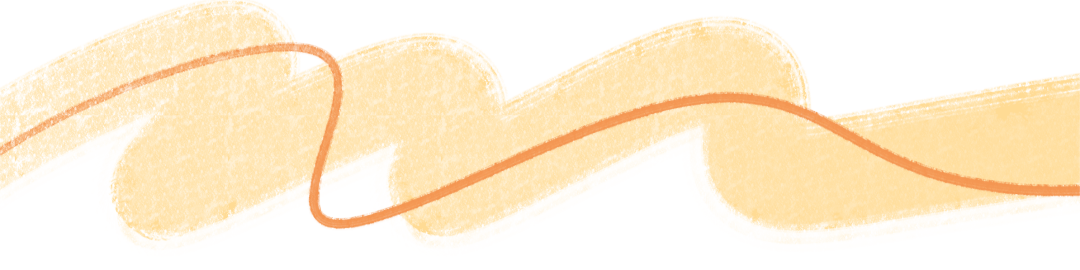
当毛坯稳稳吊上立车,转子的“修炼人生”正式开启。
先“光刀”、再探伤,一场严格的进厂复验,是它的第一次全面体检。
随后的粗车塑形、精车定形,粗糙的毛坯慢慢有了轮廓,此时的它还只是个“半成品胚胎”,却不知道,一场严苛到极致的修炼,才刚刚拉开序幕。
36根拉杆,撑起转子的“钢筋铁骨”


21个轮盘牢牢抱团,全靠36根拉杆“硬核绑定”。
换刀频繁、极易出错?团队直接用专用程序防错,替代人工把控,从源头杜绝失误。
拉杆要精准穿入,全靠拉杆孔的完美配合,面对三分之一圆沉孔没法测量的难题,团队独创“试件加工法”,用复刻试件校准刀具,把“测不出”的精度,硬生生做到精准可控。
转子的筋骨,就在这样的较真里,一点点强韧起来。
1600℃高温,磨出转子“最强心脏”
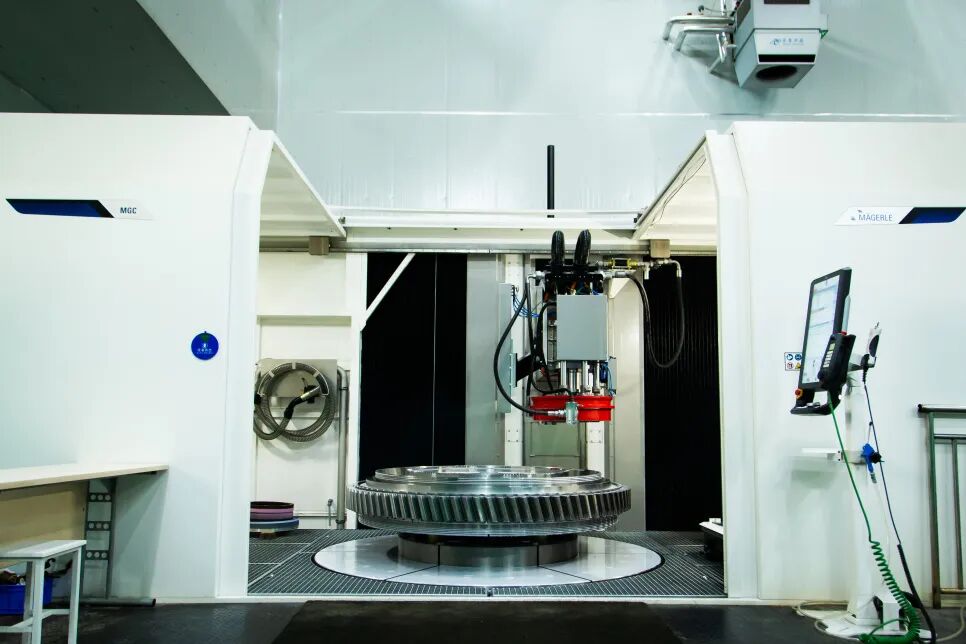
拉杆孔完工,轮盘进入端齿磨工序——这是转子的铸心时刻。
燃机透平部分直面1600℃高温、超大压力,是整台机组的核心做功区,半点差错都关乎整机安全。
通过精益项目的持续攻关,团队啃下了磨削加工过程中浮动柔性磨削、砂轮精密修整等核心技术,让端面齿接触率进一步提高,相邻轮盘跳动精度控制在微米级范围内,远超行业标准。
团队还首创“三检确认制”“点长质量责任制”,把质量责任钉到每一个人、每一个点位。
这步步求精的打磨,正是转子零解体的核心底气。
微米级精度革命!从“合格”卷到“极致”
走完端齿磨,轮盘重回立车,迎来一场微米级精度革命——超精车。压气机轮盘层层叠加,哪怕一个接触面的微小误差,都会累积放大,直接导致转子跳动超标。
团队对着“宽刃光刀”做了近千次试验,磨断上百把刀具,终于攻克基于刀具定量磨损的超精车、止口过盈量控制两大关键技术。如今单个轮盘跳动不超过5微米,形位精度直接拉高产品上限。
技术攻关后团队主动走访下道工序,发现基准圆不好找正,就主动增设找正基准、优化记录卡,让全流程可追溯。
质量不仅是守好自己的工序,还要为下一站点亮明灯。
数字化叠装!12.5米转子的终极合体
所有轮盘、拉杆加工完毕,转子迎来终极合体——叠装工序。把21件轮盘、36根拉杆,拼成12.5米的完整转子,整体跳动控制在0.08毫米内,这是最后一道,也是最难一道关卡。
东方汽轮机自主研发燃机叠装拉杆拉伸数字化采集系统,摒弃传统人工读表,用蓝牙百分表实时传输数据,彻底告别误读风险,让质量管控从“凭经验”变成“靠数据”。
更创新使用透平气封挡板间隙预判转子弯曲趋势,“预装配+数据预测”提前排查问题、规避返修。“确认确认再确认,细节到位无疏漏”,早已不是口号,而是刻在骨子里的工作习惯。历经层层打磨,转子终于正式成器。
为转子装上“锋利的羽翼”
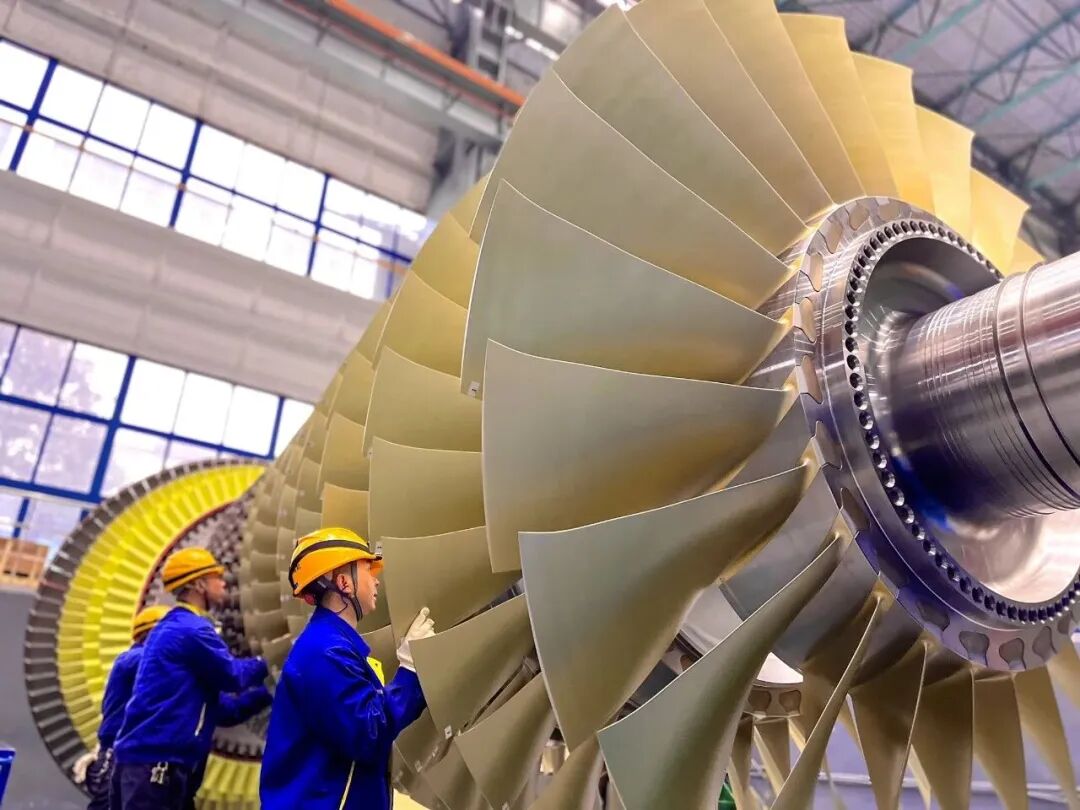

叠装完成的转子,骨架已成,却还少了一样东西——叶片。没有叶片的转子,就像没有羽翼的飞鸟,空有筋骨,无法翱翔。
压气机与透平部分共有上千片叶片,需逐片嵌入轮盘外圆的叶根槽中,形成完整叶栅。正是这些叶片承接高温高压燃气冲击,将热能转化为旋转机械能。
装配叶片讲究“轻重有序、严丝合缝”。叶片看似相同,重量却存在细微差别。因此叶片上机前必须精密称重、按序排列,使整圈叶片的重心集中于旋转中心——这道工序,被形象地称为“配平”。
叶片表面涂层的保护同样关键。透平叶片工作环境超千摄氏度,表面热障涂层是它的“防护铠甲”,一旦划伤就可能报废。从拆包到入槽,叶片必须轻拿轻放,操作人员需佩戴多层手套,严禁直接触碰涂层表面。
从叠装到插叶,转子从“骨架”生长出“血肉”,筋骨强健,锋芒初露。叶片就位,转子才真正拥有了驾驭高温、驱动光与热的力量。
攻坚“最后的大考”


长满“羽翼”不代表通关,动平衡是转子的最终大考。每分钟3000转的高速旋转下,哪怕几克的不平衡量,都会被放大成剧烈的振动,轻则影响机组稳定,重则危及运行安全。动平衡试验的目的,就是要精准找到那微乎其微的失衡点,并加以修正。
团队创新采用“三支承”方法,将转子支撑在三个支点上,有效解决了燃机转子支承间距长、易产生外伸端振动的难题,大幅提升了试验效率与数据可靠性。
试验过程并非一蹴而就。转子先要在低速下进行初步测量,采集振动数据,通过专用软件计算出不平衡量的位置与大小,然后在对应角度上通过配重或去重的方式进行修正。每一次调整后,都要重新升速验证,反复迭代,直至所有测点振动值均优于设计标准。
为了数据精准,试验人员每天凌晨4点到岗,在城市沉睡时,他们已经在为转子的“成器”做最后的精准校准。当振动曲线趋于平直,数据全部合格,这场大考才算真正通过。
转子,终于可以放心地奔赴下一站——投运。
化身点亮万家的“动力心脏”
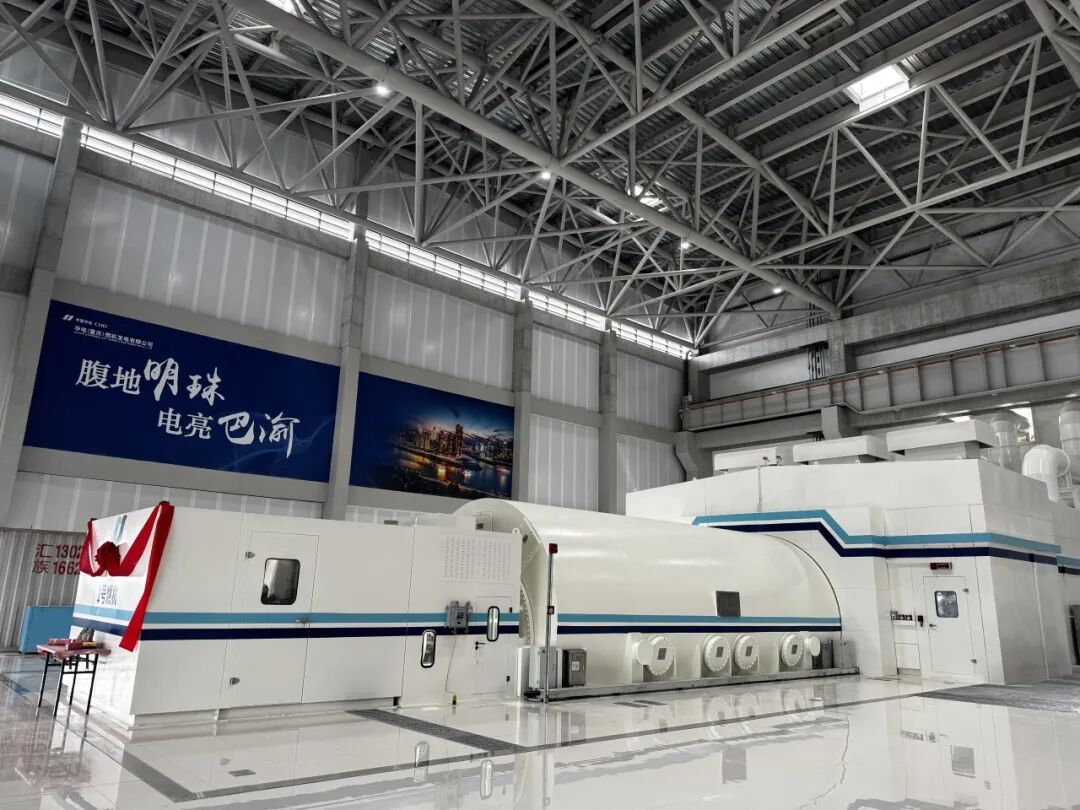

动平衡合格后,转子进入总装,入缸、校准间隙、完成最终数据核对。随后踏上征程,运往各大电厂,正式投入运行。
这一刻,它不再是车间里的精密零件,而是扛起发电重任的机组心脏,带着东方电气人的匠心,奔赴使命,点亮万家灯火。
从毛坯到成器,这趟修炼之旅,藏着东方最硬核的质量密码。所有的精益求精,都扎根于东方电气“一次做好”的质量理念。这根12.5米的转子,扛得住6000吨拉力、耐得住 1600℃高温,更承载着东方电气人产业报国、匠心铸器的初心与担当。
千锤百炼,终成国之重器;精益求精,方显东方本色。

延伸阅读

内容丨东方汽轮机
编辑丨廖少康
校对丨谌钰婷
审核丨王珊






