 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库板级玻璃基电镀金属化工艺

随着人工智能与高性能计算的快速发展,算力芯片对互连带宽、集成密度和封装规模提出了更高要求,而摩尔定律放缓使传统制程路线面临成本与良率瓶颈,2.5D/3D先进封装成为系统级性能提升的关键路径。然而,有机基板难以支撑高I/O密度需求,硅中介层则受限于成本与尺寸,玻璃基板凭借与硅接近的热膨胀系数、优异的尺寸稳定性、低介电常数等优势,成为理想的替代方案,适合大规模异构集成应用。
电镀是实现玻璃基板电气互连的关键金属化技术,主要包括玻璃通孔、重布线层和凸点三类工艺,分别面临高深宽比填充、图形完整性和叠层缺陷等难点。
板级玻璃基电镀金属化工艺
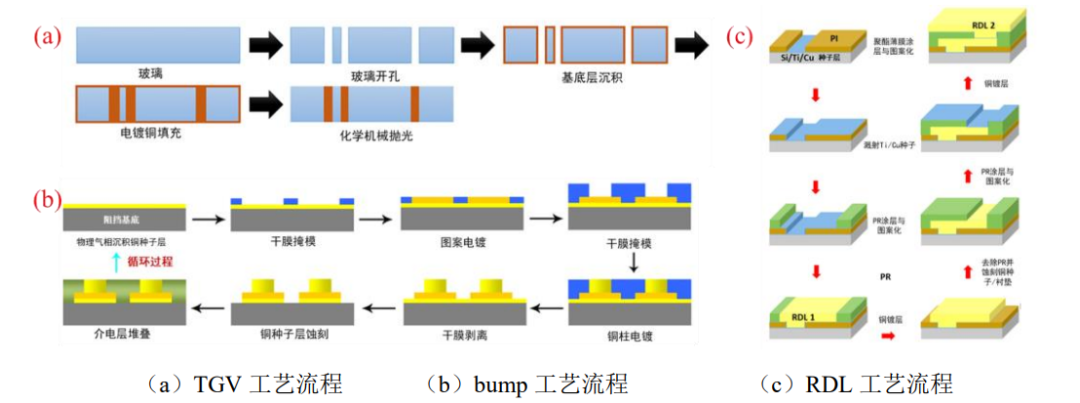
玻璃基先进封装中的电镀金属化并不对应单一结构对象,不同互连形态在成形目标、界面条件与工艺控制上均存在明显差异。基于此,需要先从TGV、bump与RDL三类典型结构出发,分别梳理其电镀金属化路线及相关工艺特点,而玻璃基先进封装中这三类典型结构的工艺流程示意如图1所示。
1. 玻璃基电镀金属化原理
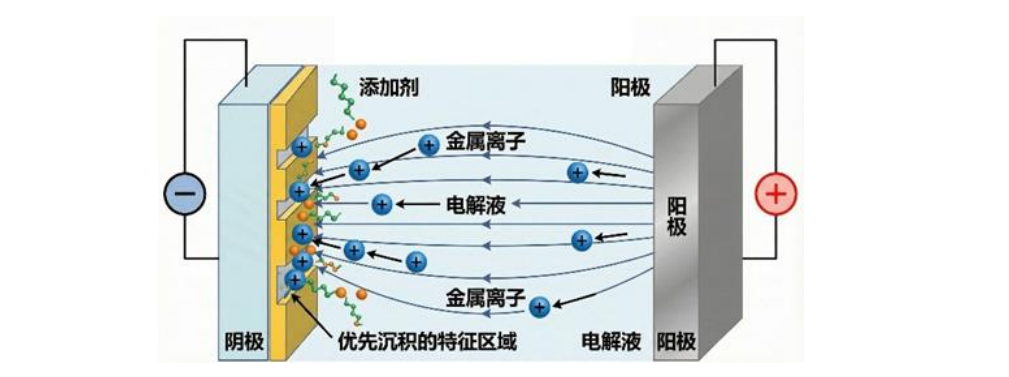
玻璃基电镀金属化的基本原理与传统电镀并无本质区别,如图2所示,待镀基板仍作为阴极,金属离子在阴阳极之间电场驱动下向阴极迁移,并在添加剂作用下优先沉积于目标特征区域,从而实现特征结构的金属化成形。与硅中介层和有机载板相比,玻璃基板作为替代方案的突出特点在于尺寸更大,能够承载更多芯片进行封装,因此其发展方向明显偏向板级尺寸。目前常见玻璃基板尺寸包括 510mm×515mm、310mm×310mm 和 600mm×600mm 等。相较于最大直径约 300mm 的晶圆,板级玻璃基板面积可接近其4倍,这使得电镀过程中的面内一致性控制更加困难;同时,玻璃基板多为方形,其边界效应相较晶圆更强,也更不均匀。
针对板级玻璃基的一致性控制,通常需从流场、电场和浓度场三个方面进行调节。流场控制的目标是在保证足够传质能力的同时提升面内均匀性,因此板级电镀往往需要较强对流。当前针对玻璃基板的流场优化主要有两类方案,如图3所示。一类是美国泛林公司采用的强射流方案,其在阴阳极之间设置HSP板(位于阴阳极之间的电镀液分配板),使射流直接作用于阴极基板,并配合基板摆动以提高各区域所受冲刷的一致性;另一类是美国Nexx公司采用的桨叶搅拌方案,通过设置于阴阳极之间的桨叶上下运动带动溶液对流,从而改善阴极表面的传质条件。
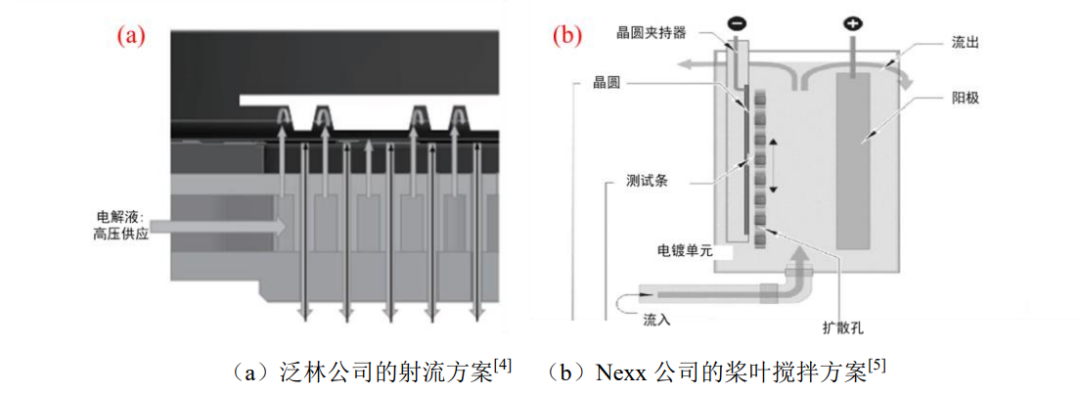
图3 流场优化设计方案
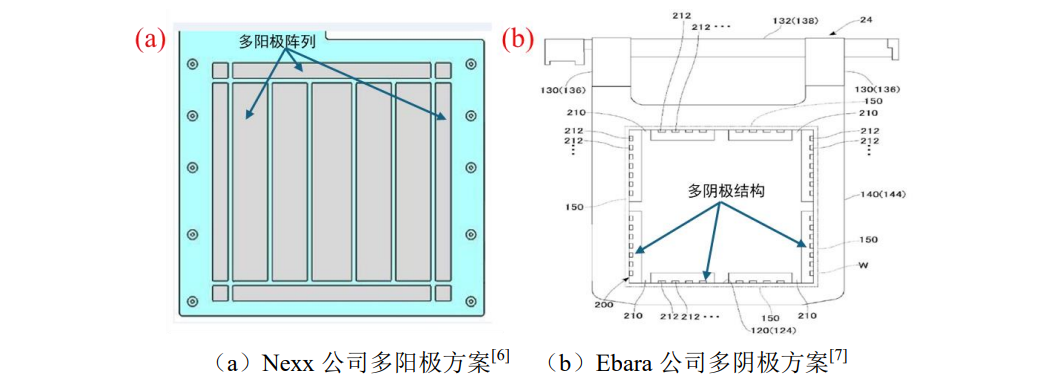
电场优化则主要集中于阳极设计、阴阳极间组件设计以及阴极导电设计,如图4所示。阳极侧的代表方案包括Nexx公司采用的多阳极结构[6];阴阳极之间则多通过多孔板或边缘遮挡组件对电场分布进行再调整;阴极导电设计的重点在于抑制板边缘的电流集中,例如日本Ebara公司采用的多阴极方案,可在一定程度上使板级边缘效应接近晶圆电镀状态[7]。浓度场调控则主要依赖添加剂对界面转移电阻的调节,以减小基板面内沉积速率差异。
2. TGV电镀金属化填充
TGV作为玻璃基先进封装三维互连最核心的技术工艺,其电镀金属化填充同时具备了高深宽比填充和填孔一致性的难点。目前业内针对TGV通孔电镀金属化有两种方式,一种是保形填充,另一种是实心填充。
保形填充基本上保持了TGV通孔原来的形貌特征,优点是电镀时间短且工艺一致性控制较为容易,缺点是可通过的电流较小,导致产品应用范围较小,而且其需要在保形填充完成后在通孔中心填入胶质物才能进行下一步的RDL再布线层工艺。针对保形填充工艺,如图5示,填充的形貌特征,除了完全沿着TGV通孔等壁生长,还可以通过日本的大日本印刷公司采用的单边封堵技术来实现,最后类似于拱桥的保形填充。同时需要指出的是,TGV虽通常以通孔结构为主,但实际加工后的孔形并不完全一致。除截面相对规则的直通孔外,还可出现孔口扩大、孔壁呈收缩过渡的双喇叭口特征。不同孔形在电镀中的控制重点并不相同。截面较规则的通孔更关注润湿、填充均匀性与残余应力控制,而双喇叭口结构则更容易在孔口区域形成局部电流集中,并影响孔内离子补给与沉积均匀性。因此,针对TGV的电镀讨论除区分保形填充与实心填充外,也应结合具体孔形特征理解其工艺差异。
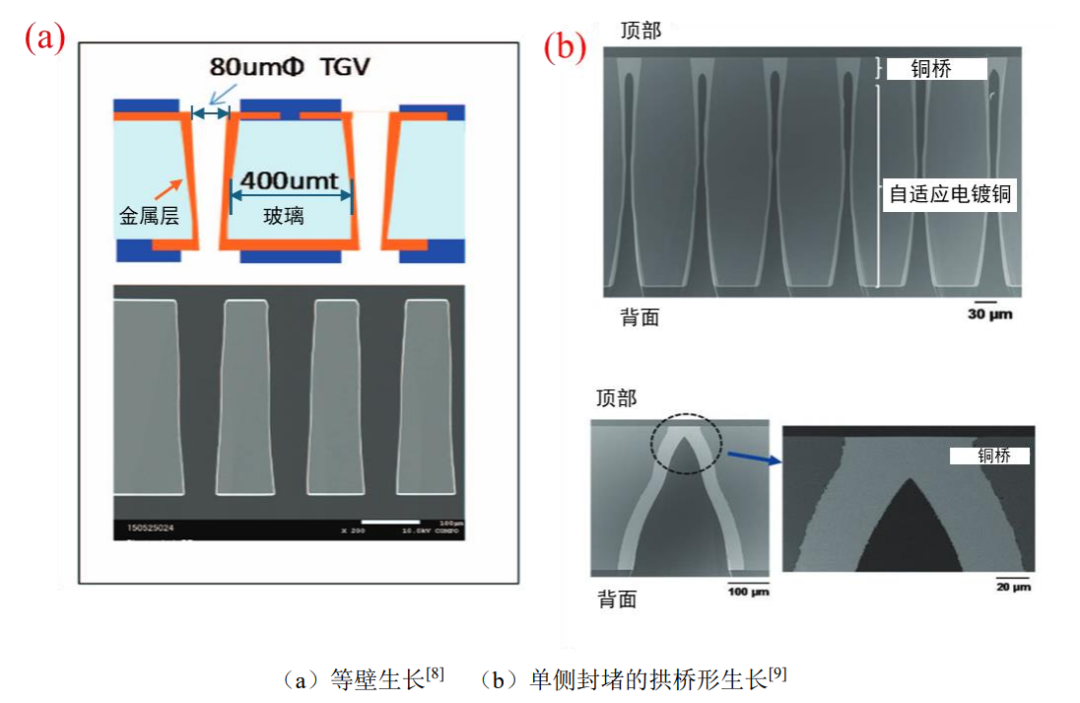
图5 两种保形填充方式
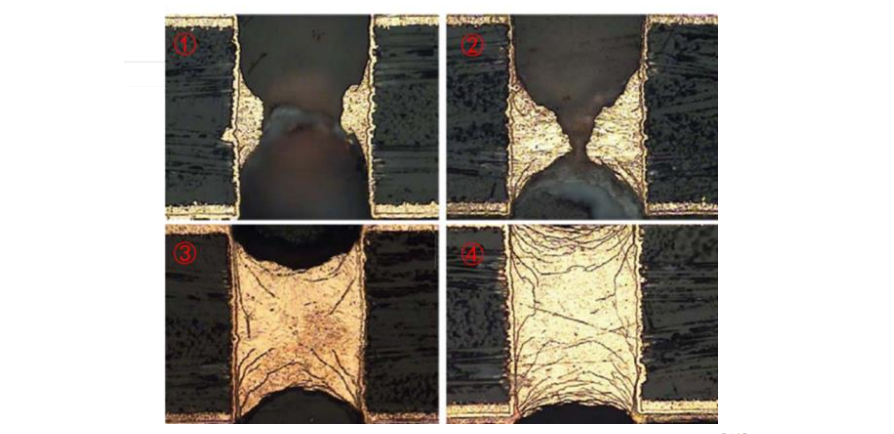
TGV 通孔实心电镀填充的工艺较为复杂,目前主流的方式是先在中心完成搭桥,然后在两个盲孔的基础上进行自底向上填充,为了实现在中心率先搭桥,可以通过两种方式实现,一种是利用添加剂增加对流的敏感性,在 TGV 通孔内实现非均匀的浓度分布,让 TGV 通孔内部极化程度不同,在通孔中心处的沉积速率最快,首先完成桥接,如图 6 所示。
另一种搭桥是采用脉冲,控制 TGV 通孔内部的剥离差,在 TGV 中心处完成桥接,在 TGV 通孔越接近孔口位置电场越强,剥离的速度越快,而内部电场较弱,因此剥离的速度远低于表面位置,经过一段时间的脉冲循环,就完成了在 TGV 通孔中心处的桥接。
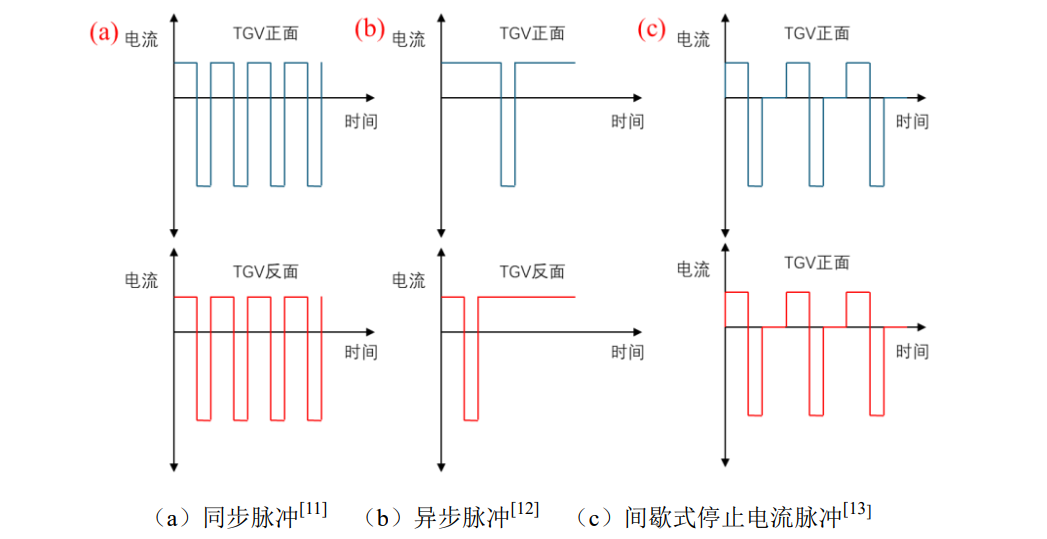
在 TGV 桥接的波形中,目前有三种控制方式,三种波形设置如图 7 所示,一是 TGV 两侧采用同样正反电流的同步脉冲,二是 TGV 两侧采用不同正反电流的异步脉冲,三是在正反电流的基础上增加间歇停止电流。第一种波形和第二种波形最主要的区别是第二种波形可以在 TGV 通孔内部产生贯穿电流,加速搭桥的时间,第三种波形是可以针对更高深宽比特征,及时补充离子。在搭桥完成之后,中间桥接金属会将原通孔分隔为上下两个盲孔式待填充区域,其后续填充方式与传统 TSV 盲孔的自底向上填充类似,都是通过多段直流完成自底向上的填充。
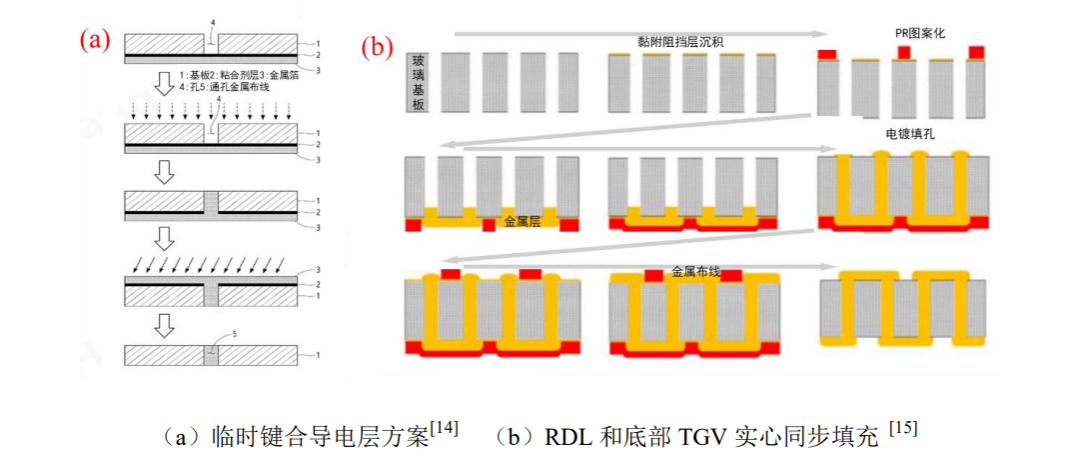
除了先桥接后自底向上填充的方式,还有些研究单位会直接采用自底向上填充的方式,像韩国的EXTOL公司首先在玻璃基板的一侧临时键合上一块导电层,原来的TGV通孔则转变为类似于bump填充的一种状态,TGV在导电层上自底向上生长,在通孔填充完成后,分离导电层,其工艺流程如图8所示。台湾国立交通大学则是采用另外一种方式实现自底向上的TGV生长,其首先在TGV一侧溅射金属,光刻同时暴露RDL与TGV图案,电镀同时完成一侧的RDL和部分TGV通孔填充,然后再在此基础上进行TGV自底向上的电镀金属化填充。
3. Bump电镀金属化填充
Bump作为玻璃基先进封装实现芯片级高密度互连的关键工艺,其电镀金属化填充同时面临微小开口内的受限沉积、片内一致性控制以及多金属堆栈界面可控等难点。与TGV侧重高深宽比通孔填充不同,Bump更强调在厚胶开口形成的微小沉积腔内,实现柱体与焊料在尺寸和形貌上的一致性,包括高度分布的均匀性、顶面形貌的平整度、直径外扩的控制与侧壁质量的优化,并满足后续装联工艺对凸点设计高度、润湿性能及回流成形的工艺含量的要求。随着互连节距向 20~50μm 量级甚至更小尺度逼近,局部电流拥挤、浓差极化与添加剂覆盖差异更容易被放大,导致蘑菇头、凹顶、边缘增厚、局部欠镀、相邻结构桥连等形貌偏差,从而进一步压缩工艺余量。
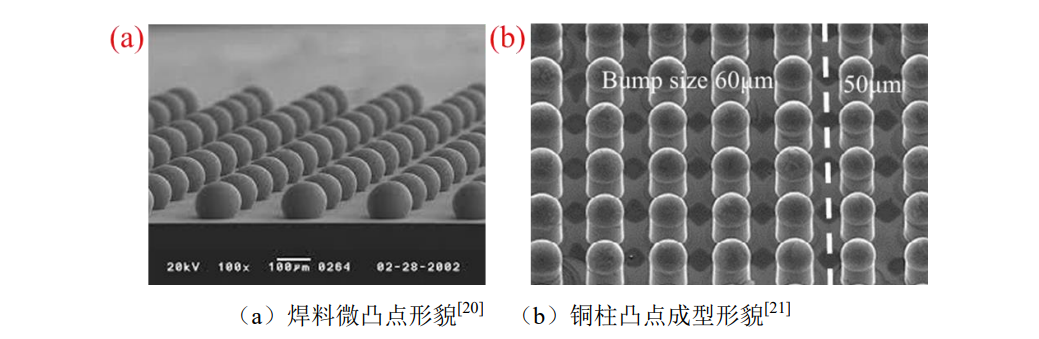
目前业内用于Bump金属化成形的工艺路线大体可归为两类,一类为光刻胶模具电镀(PRM),即以厚光刻胶开口作为电沉积模具实现凸点成形;另一类为非光刻胶模具主导的成形路线,包括基于导电路径选择性电沉积、化学镀沉积以及印刷模板辅助金属化等[17-19]。PRM路线中按主体沉积材料可分为焊料微凸点(solder microbump)[20]与铜柱凸点(CPB)[21]两种。焊料微凸点通常在 Ti/Cu 等 UBM 与铜种子层上,通过厚胶开口电镀 Sn 基合金并回流整形获得目标尺寸与形貌;其流程相对简洁,但在细间距条件下,对开口底部清洁度、沉积成分稳定性以及阵列内高度离散更为敏感。铜柱凸点则以 Cu 柱、扩散阻挡层、焊料帽的堆栈实现所需的凸点高度,先在光刻模具中电镀 Cu 柱作为骨架,再沉积 Ni 等扩散阻挡层,最后形成 SnAg 焊料帽,以便在后续回流焊接中形成冶金结合。该结构能在细间距下保持稳定的凸点高度与底填空间,并降低纯焊料微凸点的塌陷与桥接风险,因此在玻璃基高 I/O 场景中应用更为广泛。二者的工艺形貌如图 9 所示。
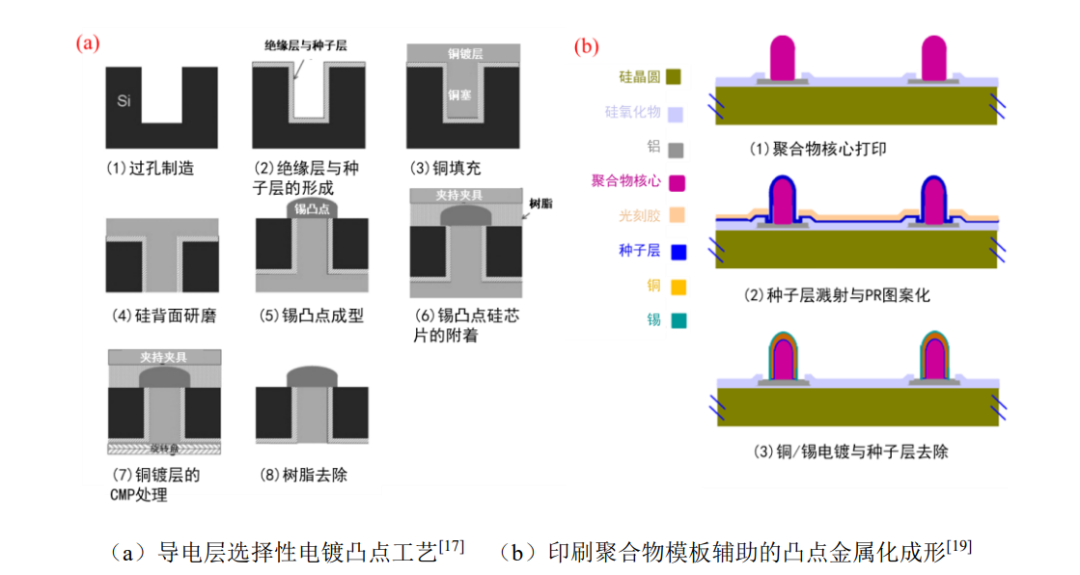
除 PRM 路线外,非 PRM 辅助路线更多面向流程简化与特定结构需求。例如利用导电过镀层或局部导通路径实现选择性 Sn 沉积形成凸点,从而减少 PR 工序,见图 10(a);或采用印刷结构模板后再金属化的方式实现特定形貌,见图 10(b)。此类路线的共同点在于,沉积图案不再完全由光刻胶模具决定,而是由基板表面暴露区域与导电路径或结构模板共同约束,在小规模或特定器件中具备可用性,但用于玻璃基大面积互连时,其整板凸点高度与直径的一致性、良率对缺陷的敏感性以及工艺重复性与稳定性仍待验证。
4. RDL 电镀金属化填充
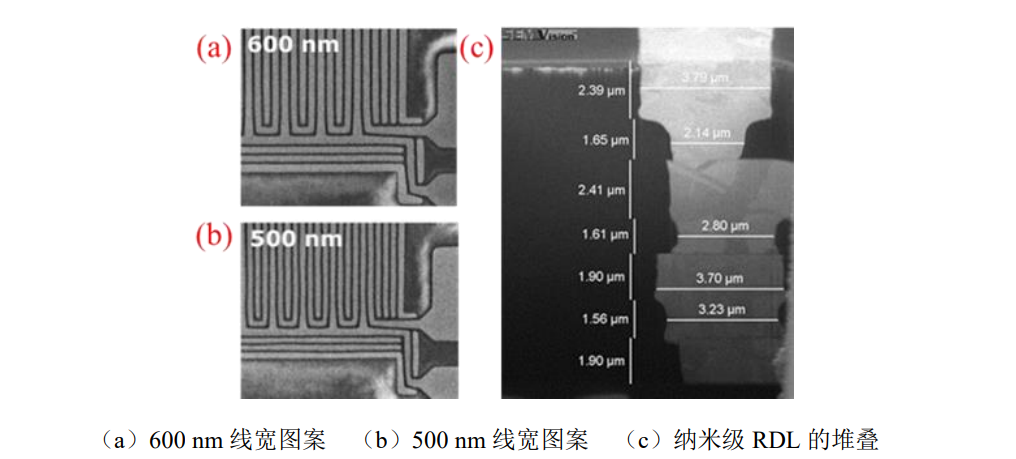
RDL 在玻璃基先进封装中承担高密度 I/O 扇出、多芯片互连与多层布线的核心任务。与传统封装基板相比,玻璃基板在尺寸扩展与热稳定性方面具备优势,但 RDL 金属化的工艺难度并未因此减弱。当线宽、线距缩小至数微米乃至亚微米时[22],图形转移、种子层连续性、铜电镀成形以及电镀后的去种子层刻蚀相互关联,使工艺窗口明显收窄,如图 11 所示;在这种尺度下,线边缺陷、线条截面积减薄以及面内厚度不均往往同时出现,并共同表现为电阻一致性与线形稳定性的下降。
而在工艺方面,现阶段玻璃基RDL金属化仍以Cu电镀为主,工艺路线可归纳为半加成(SAP/mSAP)与大马士革(Damascene)两类,其差异是金属边界由光刻胶模具限制还是由介质沟槽定型。两类路线中,Damascene 更常被用于讨论更小节距与多层化的潜在路径,而在面板尺度的玻璃基制造中,工艺实现仍以 SAP/mSAP 体系为主,因此在本文中主要以 SAP 路线为主线展开。
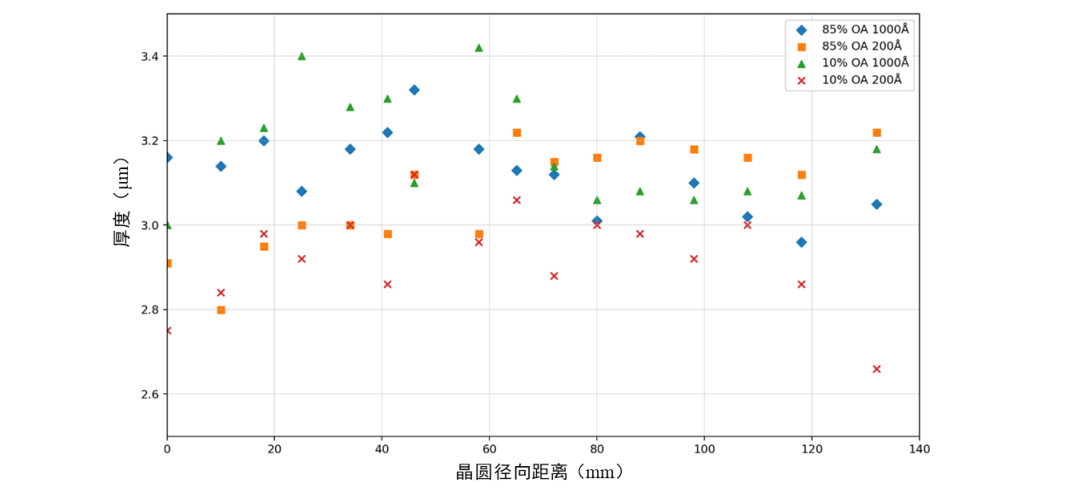
SAP 路线的难点主要体现在种子层厚度、可镀性以及去种子层刻蚀带来的线形损伤之间的矛盾。传统 RDL 通常采用一定厚度的 PVD Cu 种子层以保证导通与分布能力,但湿法化学刻蚀去除种子层具有明显的各向同性特征,在线宽/线距缩小至 2/μm 及以下时,侧向刻蚀更容易引起线边缺陷与有效截面积波动,并放大电阻与信号损耗的离散。SURDOCK 等针对这一问题,提出通过提高溅射腔体的分布能力并优化镀液组成与工艺参数的可用范围,使种子层厚度可下探至约 200Å 量级仍获得可接受的面的均匀性,如图 12 所示,从而减少后段去种子刻蚀量,并降低去种子层过程的侧向刻蚀对线条截面积的削弱效应。DEPROSPO 等同样基于 SAP 路线在面板级工艺条件下对 1μm 量级低电阻 RDL 的形成流程进行了验证,其在图形转移环节引入分辨率更高且稳定性更好的光刻材料,以减小微细线条在成形及后续去种子层阶段的关键尺寸波动。相关结果表明,在面板尺度推进微细 RDL 时,光刻材料性能与 SAP 流程参数的匹配程度会直接影响线条连续性与电阻一致性。
此外面板尺度下的厚度一致性同样是玻璃基 RDL 金属化需要重点关注的问题之一。随着基板尺寸由晶圆扩大至面板,电流密度分布与传质条件的空间差异更容易导致中心与边缘的厚度偏差、局部沉积速率偏高以及表面粗糙度上升。同时,这类不均匀常随局部开口面积占比或局部图形密度的空间分布而变化,开口面积占比较高的区域在电镀早期更快形成低电阻导通路径,促使面内电位与电流分布发生变化;开口面积占比较低的区域在较长时间内仍受种子层电阻与离子供给限制,使径向厚度分布及层间一致性更难稳定。
MADDUX等围绕面板级RDL铜电镀,将面内厚度一致性作为评价对象,从电极结构与边缘补偿方式、供液方式与流场设计以及镀液化学状态维护等方面归纳了影响厚度分布与表面形貌的主要因素,并给出过程监测与参数调节要点,为抑制中心/边缘厚度差及局部过镀现象提供参考。而针对玻璃基板多层RDL,NAIR等基于多层叠加过程中的对准裕量、层间形貌累积以及介质材料参数等因素,给出了多层RDL在玻璃基板上的可实现尺度范围,并结合建模与样件验证对设计规则与工艺窗口进行了讨论。
详情请阅读论文原文,仅供参考,如有错误请联系公众号删除
艾邦建有玻璃基板与TGV技术交流群,可以加强产业链的合作,促成各企业的需求对接,同时您也可以与行业精英共同探讨玻璃基板及TGV技术的前沿动态,共享资源,交流经验,欢迎您的加入。

推荐活动:光通信产业链技术交流论坛(2026年8月14日 苏州)
初拟议题

主题一:光通信芯片、器件、模块与制造工艺全链创新论坛 | ||
序号 | 议题 | 拟邀请单位 |
1 | 高速光芯片的国产化进程与瓶颈:25G/50G/100G EML、VCSEL、CW光源的设计与制造挑战 | 国内高速光芯片企业/全球光芯片头部企业/磊晶外延设备供应商 |
2 | 薄膜铌酸锂调制器的封装与集成:面向1.6T/3.2T光模块的器件化挑战 | 调制器件企业/光模块厂商/高精度封装设备供应商 |
3 | 硅光技术的集成化路径:光源异质集成、调制器与探测器的单片集成方案对比 | 硅光芯片/模块企业/海外硅光领先企业/硅光工艺设备供应商/科研/学术机构 |
4 | 隔离器与环形器核心材料:法拉第旋光片的国产化供应与性能优化 | 光无源器件企业/法拉第旋光片材料供应商/隔离器/环形器专业制造商 |
5 | 光纤预制棒与新型光纤:空芯光纤、多芯光纤的制备工艺及在数据中心互联中的应用 | 光纤光缆龙头/海外企业/光纤预制棒自主生产设备商 |
6 | 磁控溅射与水电镀设备:两步法复合工艺在光电子器件金属化中的应用 | 真空镀膜设备商/光电子器件金属化代工厂商 |
7 | 高精度光耦合设备:CPO/NPO场景下的FAU对准、透镜耦合与自动化封装方案 | 光耦合/封装设备企业/高精度FAU/MPO连接器供应商/自动化封装设备集成商 |
8 | 光模块封测设备国产化:固晶贴片机、共晶机、老化测试设备的性能突破与市场机遇 | 封测设备企业/固晶/共晶设备厂商/老化测试设备供应商 |
9 | 晶圆级光学封装(WLO):面向OIO的3D光子集成封装工艺 | 先进封装企业/晶圆级光学封装设备商/光子集成工艺研发机构 |
10 | 800G/1.6T光模块设计:硅光与EML方案的技术经济性对比 | 光模块头部企业 |
11 | 3.2T光模块技术预研:单通道400G调制方案、散热设计与信号完整性 | 高速光模块企业/信号完整性测试设备商/液冷散热方案供应商 |
12 | CPO共封装光学:光引擎与交换芯片的协同设计、热管理与可维修性探讨 | CPO产业链企业 |
13 | OCS光电路交换机:MEMS光开关阵列、全光网络架构及在超大规模数据中心的应用 | OCS整机供应商/MEMS芯片代工/核心器件供应商/数据中心运营商 |
14 | 光器件封装关键工艺:TOSA/ROSA/BOSA的高精度组装与自动化测试 | 光器件封装企业/自动化组装与测试设备供应商 |
15 | OIO(光学输入输出):芯片出光技术从实验室到产业化的距离 | 前沿光子集成研究机构/光互联初创企业/半导体先进封装企业/科研/学术机构 |
16 | LPO(线性驱动可插拔光学):低功耗短距互联方案的进展与挑战 | 布局LPO方案的光模块企业/DSP芯片供应商/数据中心运营商 |
17 | 空芯光纤与空分复用:突破非线性极限的新传输介质 | 布局空芯光纤的光纤企业 |
18 | 高速光芯片供应紧缺下的供应链协同:从晶圆产能到器件封装的产能匹配策略 | 光芯片制造企业/光模块企业采购/供应链负责人/晶圆代工厂 |
19 | 高密度光纤连接器(FA-MT/MPO):精度提升与成本控制的平衡 | 光纤连接器企业/高精度模具/插芯供应商 |
20 | 光模块液冷标准与接口统一:面向AI集群的散热方案演进 | 液冷方案供应商/光模块封装企业/交换机厂商/散热材料供应商/标准组织 |
主题二:光通信高分子材料、胶粘剂与精密加工技术创新论坛 | ||
1 | 光通信连接器用高性能工程塑料的最新进展与国产化进程 | 工程塑料供应商及改性企业/光纤连接器生产企业/光模块结构件制造商/科研机构 |
2 | 低介电、低损耗高分子材料在高速光模块PCB与背板中的应用 | 特种工程塑料供应商及改性企业/高频高速覆铜板材料企业/光模块PCB供应商/高速光模块企业 |
3 | 聚合物光波导材料的技术突破与产业化路径 | 聚合物光波导材料研发企业/透明高分子材料供应商/光波导器件/光互连方案商/半导体工艺与封装企业 |
4 | 耐高温、抗紫外老化特种树脂在光通信户外与严苛场景中的应用 | 特种工程塑料供应商/光模块及户外通信设备结构件制造商/光通信终端设备企业/性能检测机构 |
5 | 面向AI数据中心的高密度MPO/MTP方案:16/24/48芯及以上多芯连接器的演进趋势 | MPO连接器制造商/数据中心布线方案商/高速光模块企业/数据中心运营商 |
6 | 光纤涂覆与二次被覆高分子材料的性能优化与国产替代 | 光纤涂料/光纤光缆涂覆材料供应商/光纤光缆制造企业/光通信材料检测机构/科研院所 |
7 | 高速光模块胶粘剂的国产化突破:从FA头胶/尾胶到WDM耦合胶 | 光通信专用胶粘剂研发企业/光模块及光器件制造商/胶粘剂性能检测机构/行业标准制定单位 |
8 | CPO与硅光封装用光学胶的技术挑战与解决方案 | 光学透明胶/光学UV胶研发企业/CPO/硅光封装企业/先进封装代工厂/光模块头部企业/精密点胶与固化设备供应商 |
9 | 光模块导热、吸波与导电胶材料的前沿开发与应用 | 导热/吸波/导电胶粘剂研发企业/光模块及光器件制造商/电磁兼容检测机构/散热结构件供应商 |
10 | MT插芯高精度注塑成型工艺:PPS材料改性、V型槽阵列模具设计及芯数演进趋势 | MT插芯生产企业/精密注塑设备与模具企业/高精度检测设备供应商 |
11 | 多树脂复合与多重固化工艺:高端光通信用胶的技术新路径 | 多树脂复合胶粘剂研发企业/光模块封装与组装企业/精密点胶设备供应商/胶粘剂固化设备供应商 |
12 | 光模块外壳精密加工工艺:CNC五轴联动与高精度制造技术 | CNC数控机床设备厂商/光模块精密机加工制造商/自动化加工方案集成商/高精度检测设备供应商 |
13 | 光模块精密结构件制造:粉末冶金、压铸与注塑工艺的对比与选择 | 粉末冶金/MIM零部件制造商/精密压铸及注塑结构件供应商/光模块组件制造商/材料及工艺检测机构 |
14 | 金属3D打印在光模块散热结构件中的创新应用 | 金属3D打印设备商/金属3D打印粉末材料供应商/3D打印散热结构件制造商/光模块外壳与散热方案集成商 |
15 | 光模块壳体热管理:高导热材料与散热结构设计 | 散热材料/热界面材料供应商/光模块液冷散热方案商/精密散热组件制造商/光模块封装与系统集成企业 |
16 | 精密微型注塑在光通信连接器与微型光学组件中的应用 | 精密微型注塑设备商/微型光学组件注塑供应商/光通信连接器及模具制造商/高精度检测设备供应商 |
17 | MT插芯国产化突破:PPS树脂原材料供应、加工精度管控与进口替代进程 | MT插芯制造企业/PPS工程塑料改性企业/光模块/连接器企业采购负责人 |
18 | MPO连接器高密度组装工艺:多芯光纤排布、PIN针对准精度与尾部应力消除设计 | MPO连接器/跳线生产企业/光纤阵列排布设备商 |
报名方式
大家可查阅邀请函,或点击原文直接报名
赞助方案






