 五度妙笔
五度妙笔 API商城
API商城
 数据库
数据库一文讲透洗烘灌轧验证:关键参数与最差条件
在无菌制剂生产里,洗瓶、隧道烘箱、灌装、轧盖这条线就是产品的命脉。一个环节出问题,整批报废是常有的事。
验证的目的很直接:用数据和事实证明,在最差的条件下,这条线也能稳定产出合格产品。
核心验证目标(就这4条):
无菌:最终容器内部无菌。
低内毒素:西林瓶除热原合格(通常下降≥3个对数)。
不引入污染:工艺本身不带来微粒、化学或生物污染。
最差条件通过:在最低温度、最短时间、最大干预等挑战下,工艺依然有效。
下面按设备逐一拆解验证时真正需要死磕的要点。
关键参数一览表:
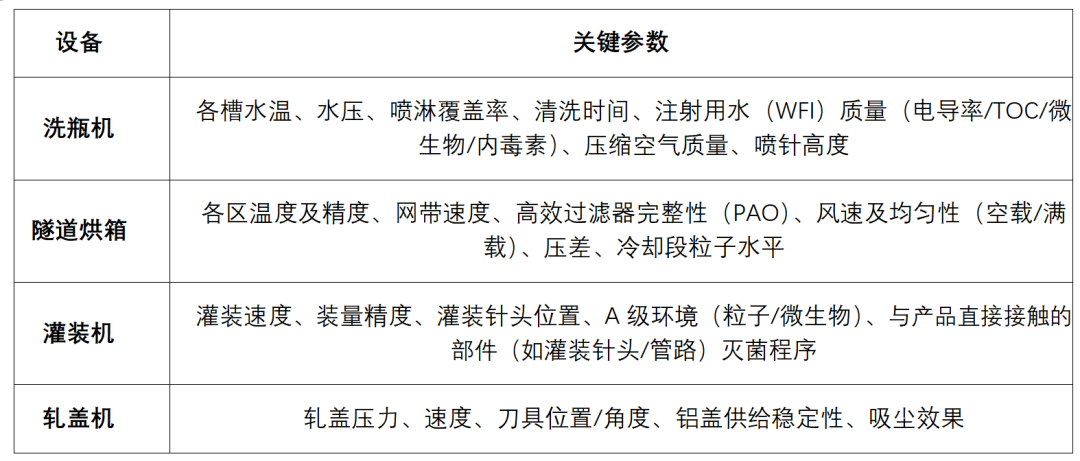

一、洗瓶机验证:别只看洗没洗干净
验证重点:
清洗效果:别只测WFI冲得干不干净。要挑战最难洗的污染物——比如设备残留的硅油、润滑油。
建议:在验证时人为涂抹模拟污染物(如荧光示踪剂),清洗后用紫外灯检查残留,比单纯测电导率更直观。
喷针高度稳定性:这是最容易忽视的坑。连续运行2小时后,由于机械振动,喷针高度可能漂移1-2mm,导致瓶底清洗不彻底。实操建议:在4小时连续运行中,每30分钟手动测量一次喷针对瓶口的高度偏差,标准设为±0.5mm以内。
压空质量:确认压缩空气滤芯完整性,并定期检测含油量和含水量。有案例因压缩空气带油,导致整线瓶子报废。

二、隧道烘箱:别信温度表,信探头
验证重点:
满载热分布是必须的:空载热分布好看没用。满载时瓶子的吸热效应会让冷点出现在层流边缘。
实战教训:某次满载验证发现靠近门边的位置温度比中心低15℃,结果那个位置的西林瓶内毒素挑战失败。
热穿透+内毒素指示剂:探头必须塞进瓶子里(尤其是瓶底中心),同时放置≥1000EU的内毒素指示剂。标准:FH≥1365(相当于250℃下30分钟),内毒素下降≥3个对数。
冷却段A级环境:别以为有HEPA就万事大吉。冷却段的高效过滤器完整性、风速、粒子水平都要实测。
灭菌后保持时间:瓶子离开高温区后,在进入灌装前,无菌和内毒素状态能维持多久?
通常建议≤30分钟,但必须以验证数据为准。超出时间应自动剔废。

三、灌装机:无菌模拟灌装就是照妖镜
验证重点:
装量精度:在最慢和最快速度下分别取样,连续测100支,计算均值和RSD。
可接受标准通常为±1%(粘性液体可放宽),但RSD应≤1.5%。
无菌模拟灌装(Media Fill):这是整个验证里最不能糊弄的项目。
必须模拟最差条件:最长生产时间、最大人员干预(如卡瓶处理、加胶塞、换针头)、设备故障恢复。
一个真实经历:曾有案例因换针头时手套消毒不彻底导致污染,故SOP规定换针头前必须换手套。
SIP效果:灌装系统在线灭菌时,温度探头要放在最冷点(通常是最远端管路末端),并使用生物指示剂(嗜热脂肪芽孢杆菌)。标准:F0>12。

四、轧盖机:密封完整性是最后一道关
验证重点:
CCI(容器密封完整性):不要只做轧盖扭矩。建议采用至少两种互补方法:
o物理法:真空衰减法(适用于冻干饼)、高压放电法(适用于液体)。标准通常为泄漏率≤1×10⁻⁶mbar·L/s。
o微生物挑战法:将轧盖后的瓶子浸入高浓度铜绿假单胞菌悬液中,加压培养7天,检查是否侵入。
铝屑控制:轧盖必然产生铝屑,关键是吸尘效率。验证时应在铝盖上方1cm处放置沉降碟,检测轧盖过程中是否有铝屑落入瓶口。
实操经验:某铝盖批次涂层过厚,导致卷边时产生大量细屑,吸尘器无法完全吸除。后来增加了一道“铝盖预清洗”步骤。
轧盖成功率:统计连续运行20000个瓶子的轧盖成功率,要求≥99.99%。
低于此标准需要调整刀具或压力。
五、贯穿全程的关键要素
最差条件不是摆设:所有测试都要在最低温度、最短时间、最大负载、最大干预频率下做。
比如隧道烘箱的网带速度要挑战最快(时间最短),而不是最慢。
变更控制:换胶塞供应商、换铝盖批次、调整灌装速度——哪怕看起来很小的变动,都要评估是否需要再验证。
我们有一次因为换了同型号不同批次的胶塞,结果无菌模拟灌装失败,胶塞的尺寸公差有细微差异。
再验证周期:隧道烘箱建议每半年做一次热分布+热穿透;无菌模拟灌装每半年一次(每条线);轧盖CCI每年一次。
最后一句实在话:
验证报告写得再漂亮,也不如一次真实的偏差调查来得有价值。
建议你把每次验证中的异常数据、失败原因、整改措施单独整理成一份“踩坑清单”,比任何标准操作规程都管用。
更多内容,可关注:





